آنچه باید درباره تصفیه روغن صنعتی بدانیم
بر اساس تکنولوژی های عمومی اشاره شده در بخش قبلی، بسیاری از شرکت ها فرآیند های خاص خود را برای بازیافت روغن سوخته توسعه داده اند. برخی از برجسته ترین و شناخته شده ترین آنها در زیر با جزییات آمده است. با این حال باید توجه شود این تکنولوژی ها همه مواردی که تا کنون امتحان یا تجربه شده اند را شامل می شوند که برخی از آنها راه خودشان را به بازار تجاری پیدا نکرده اند. تعداد کم دیگری هم تلاش کرده اند ولی کارخانه هایی وجود ندارند که تکنولوژی انها را به صورت تجاری استفاده کنند. برای فهم آسانتر تکنولوژی ها به صورت ‘’C” (به معنی قابل دسترسی به صورت تجاری می باشد)، ‘’R&D” (به معنی فقط به صورت تحقیقی بوده و در سطح آزمایشگاهی می باشد) و ‘’OD” (به معنی منسوخ شده و موجود نمی باشد) طبقه بندی شده اند.
۱- فرآیند KTI: (“C’’)
فرآیند KTI (تکنولوژی کینتیک بین الملل) که همچنین تکنولوژی Relub KTI نیز نامیده می شود ترکیبی از تصفیه تقطیر خلا و هیدروژناسیون برای حذف اغلب مواد آلاینده در روغن کارکرده می باشد۶۴.
گام های اساسی این فرآیند:
تقطیر در اتمسفر: شامل حذف آب و هیدروکربنهای سبک می باشد.
تقطیر در خلا: محصول نهایی در گستره روغن های روانکار قرار می گیرد. دمای کار نباید بیش از ۲۵۰ درجه سانتیگراد باشد.
هیدروژناسیون: روغن تقطیر شده در مرحله قبل تحت فرآوری هیدروژناسیون برای حذف ترکیبات سولفور، نیتروژن، اکسیژن قرار می گیرد.
جداسازی فراکشن ها: روغن هیدروژنه شده با توجه به ویژگیهای ضروری محصول به فرکشن های روغن پایه مختلف جدا می شود.
این تکنولوژی PCBs و دیگر ترکیبات خطرناک را حذف می کند و با بازده ۸۲% روغن پایه با کیفیت بالا تولید می کند. پسماند تولید شده در مرحله تقطیر خلا، حاوی افزودنی های کارکرده، محصول جانبی آسفالت، محصولات اکسیده و دیگر ناخالصی ها می باشد که ارزش اقتصادی دارد. اولین کارخانه بر پایه این تکنولوژی در سال ۱۹۹۲ در یونان ساخته شد، کارخانه هایی از این نوع همچنین در کالیفرنیا و تونس نیز وجود دارند.
این تکنولوژی ترکیبی از تقطیر خلا و هیدروفینیشینگ برای حذف اغلب آلودگی های روغن سوخته می باشد. مرحله اساسی این فرآیند شامل تقطیر خلا و اتمسفری، هیدروفینیشینگ تقطیر خلا و جداسازی فرکشن ها می باشد. در این تکنولوژی یک ستون تقطیر اتمسفر فرکشن آب و هیدروکرین سبک را حدف می کند، سپس اولین واحد خلا یک محصول را در گستره روغن روانکار تولید می کند. این فرآیند مرحله پیش تصفیه ندارد چون از تقطیر خلای خاصی استفاده می کند که تنش حرارتی را با استفاده از دمای کمتر از ۲۵۰ درجه سانتیگراد در انفجارهای کوتاه به حداقل می رساند. این شرایط مخصوص تبخیرکننده تین فیلم می باشد. با استفاده از تبخیرکننده وایپ فیلم، انواع خوراک می تواند وارد تاسیسات شود.
سپس روغن تقطیر شده با هیدروژن مخلوط شده و حرارت دیده و به رآکتور می رود تا ترکیبات حاوی نیتروژن، سولفور و اکسیژن حذف شده و رنگ بهبود یابد. روغن هیدروژنه در نهایت با بخار استریپ می شود یا با جداسازی فرکشن ها بسته به نیاز و ویژگیهای محصول به فرکشن های روغن پایه مختلف تبدیل می شود. این تکنولوژی PCBs و دیگر مواد خطرناک را حذف می کند و روغن پایه با کیفیت بالا با بازده ۸۲% تولید می کند. محصولات جانبی آلوده کننده ان حداقل می باشد. باقیمانده تولید شده خلا حاوی افزودنی ها، آسفالت، محصولات پلیمری و اکسیده، فلز و ناخالصی های دیگر می باشد. این باقیمانده ارزش اقتصادی دارد. در حال حاضر چندین کارخانه به صورت تجاری با این روش در حال کار هستند. KTI اولین کارخانه صنعتی را در سال ۱۹۸۲ در یونان کامل کرد. شکل ۱ نمودار فرآیند جریان فرآیند KTI را نشان می دهد.
شکل ۱: دیاگرام جریان فرآیند KTI
۲- تکنولوژی Safety Kleen: (“C’’)
۲-۱- توصیف فرآیند
فرآیند Saftey Kleen ترکیبی از تقطیر خلا وایپ فیلم و هیدروتریتینگ کاتالیستی بستر ثابت است، شکل ۲ فرآیند کارخانه East Chicago در ایندیانای آمریکا را نشان می دهد که یکی از بزرگترین تصفیه دوم های روغن سوخته در جهان است. ظرفیت این کارخانه ۲۵۰ هزار تن در سال است.
شکل۲ دیاگرام فرآیند Saftey Kleen
مراحل فرآیند تصفیه دوم Saftey Kleen به صورت زیر است۶۵:
۱- آبگیری
در مرحله اول آب از روغن سوخته بوسیله فرآیند تبخیر خارج می شود. این آب جمع شده تصفیه می شود تا از نظر شیمیایی و بیولوژیکی ایمن بوده و سپس دفع می شود.
۲- بازیافت مواد سبک
با حذف آب، روغن سوخته به برج بلند تقطیر می رود جاییکه سوخت های سبک تحت شرایط اتمسفر جدا شده و جمع آوری می شوند. ستون خلا/استریپر سوخت، اکثر سوخت و حلال های سنگین را حذف می کند. واحد تقطیر خلا دو عملکرد جداسازی روغن روانکاری از مواد سنگین و تولید جریان های محصول چندگانه را به صورت ترکیبی انجام میدهد. روغن سوخته پیش تصفیه شیمیایی نشده، احتیاج به صفحات کاملا داغ در مدت زمان خاص دارد، بنابراین از تبخیرکننده های تین فیلم استفاده می شود. سپس فرکشن (برش) های روغن روانکار روی بسترهای ثابت کاتالیست نیکل-مولیبدن هیدروتریت می شوند. هیدروتریتینگ به صورت مرحله ای انجام می شود تا پرشدن/مسموم شدن کاتالیست کاهش یافته و کیفیت محصول افزایش یابد. این مرحله پایداری حرارتی، رنگ و بو را بهبود داده و آروماتیک های چند هسته ای را کاهش می دهد و ترکیبات قطبی و هالوژن های با نقطه جوش بالا را حذف می کند.
۳- استریپینگ سوخت
روغن سوخته اکنون به تقطیر خلا و حرارت می رود تا روغن های با وزن متوسط جدا شود. محصولات جانبی سوختی برای حرارت صنعتی استفاده می شوند. آخرین مراحل شامل خشک کن روغن و استریپر کروسن هستند. محصول جانبی آبی واحد تقطیر اتمسفر به تصفیه آب فرستاده می شود، آلودگی های هیدروکربن با دمای جوش پایین (مواد سبک) به دست آمده از تمام مراحل، ترکیب شده و به عنوان سوخت برای کارخانه تصفیه مجدد استفاده می شوند. از آنجاییکه این سوخت، کلر نسبتا بالایی دارد سیستم بویلر مناسب باید طراحی شود.
۴- تقطیر خلا
روغن سوخته در ادامه تحت خلای شدید تقطیر می شود و سهم ها/فرکشن های روغن پایه روانکار جمع می شوند. محصولات جانبی فرآیند، باقیمانده هایی هستند که می توانند برای کاربرد های صنعتی مثل پرکننده های آسفالت استفاده شوند. محصول جانبی باقیمانده از تقطیر خلا به عنوان پرکننده آسفالت یا به عنوان سوخت در کوره های صنعتی دارای کنترلگر گازهای گلخا نه ای استفاده می شود. کاتالیست مصرف شده در مرحله هیدروتریتینگ می تواند بازیابی شود.
۵- هیدروتریتینگ برای حذف ناخالصی های نهایی
روغن باقیمانده با هیدروژن فرآوری شده تا سولفور، نیتروژن، کلر، فلزات سنگین و ناخالصی های دیگر حذف شود. این مرحله همچنین هر مشکلی با رنگ، بو و عملکرد خوردگی را تصحیح می کند.
روغن های پایه بازیافت شده به روش تصفیه دوم Safety Kleen استانداردهای API برای روغن های پایه را دارند. روانکارهای ساخته شده با روغن پایه Saftey Kleen از قبیل روغن موتور، روغن دنده، مایع انتقال قدرت، روغن هیدرولیک و روغن های صنعتی، تمامی آنها ویژگیها و استانداردهای صنعتی را داشته و عملکرد و وارانتی تجهیزات را به مخاطره نمی اندازند. Sftey Kleen و شرکت های تحت لیسانس آن ۲۶۲ شعبه در سراسر دنیا دارند، ۱۳ مرکز بازیافت حلال، ۳ تاسیسات بلندینگ سوخت، و ۲ کارخانه تصفیه دوم روغن سوخته دارند.
به طور کلی این تکنولوزی محصول جانبی بدون استفاده ای تولید نمی کند. Saftey Kleen فقط در آمریکا بیش از ۱۰ کارخانه که بیش از ۲۰۰ میلیون گالن روغن کارکرده را تصفیه می کنند ساخته است.
۳-تکنولوژی۶۶ Axens/viscolube (REVIVEOIL)
۳-۱- توصیف فرآیند
روغن پایه های تصفیه دوم Viscolube به دست امده از طریق هیدروژناسیون کاتالیستی فشار بالا، ویژگی های ترکیبی و شیمی فیزیکی عالی برای استفاده در کاربردهای روانکاری مختلف، هم در بخش خودرو و هم صنعتی دارند.
محتوی آروماتیک و سولفور کم و شاخص ویسکوزیته بالا آنرا تبدیل به گزینه مناسبی برای راه حل فرمولاسیون در یک گستره وسیع ویسکوزیته می کند و اغلب نیازهای عملکردی چالش برانگیز و احتیاجات زیست محیطی روانکارهای جدید را برآورده می کند، بنابراین در افزودنی های مورد نیاز فرمولاسیون صرفه جویی می شود.
خواص فنی روغن های پایه Viscolube همچنین برای کاربردهای دیگر صنعتی مانند پردازش لاستیک و روغن های فرآیند به طور کلی مناسب هستند.
کارخانه تولیدی Viscolube به طورکلی از سه بخش ساخته شده است.
۱- پیش فلاش
روغن سوخته تا ۱۴۰ درجه گرم می شود و سپس در تقطیر خلا آب و هیدروکربن های سبک جدا می شوند.
۲- آسفالت زدایی حرارتی TDA
روغن آبگیری شده، در ستون تقطیر خلای آسفالت زدایی در دمای ۳۶۰ درجه تقطیر می شود. آسفالت و محصولات بیتیومین در ته ستون می مانند و سه برش با ویسکوزیته متفاوت در یک زمان به دست می آید. نفت گاز متوسط از بالای ستون جمع اوری می شود. سه فرکشن و نفت گاز به مخزن می روند و درنتیجه به صورت بچ در قسمت کاتالیستی فشار بالا (۱۰۰ بار) هیدروفینیشینگ می شوند.
۳- هیدروفینیشینگ
فرآیند هیدروفینیشینگ در یک هیتر آتشزا آغاز می شود، جاییکه روغن و هیدروژن تا ۳۰۰ درجه سانتیگراد حرارت می بینند. سپس به یک رآکتور حاوی کاتالیست فرستاده می شوند که هیدروژن با ترکیبات غیر اشباع، سولفور و نیتروژن واکنش می دهد.
خروجی رآکتور به دو فاز جدا می شود، فاز بخار و فاز مایع، فاز بخار با آب شسته می شود تا ترکیبات کلر و سولفور حذف شود، فاز مایع با بخار استریپ می شود تا اغلب ترکیبات فرار حذف شده و فلاش پوینت باز گردد. آب باقیمانده در روغن سپس در خشک کن خلا حذف می شود.
جریان های حاوی سولفور به کارخانه آمین فرستاده می شود جاییکه هیدروژن سولفید از ترکیبات دیگر جدا می شود. سپس به کارخانه Claus فرستاده می شوند تا H2S به سولفور مایع خالص تبدیل شود.
نتیجه نهایی یک روغن تمیز با سولفور و آروماتیک های چند هسته ای (PNAs) خیلی پایین است. این روغن پایه روانکاری، امتیازهای زیادی دارد از مزایای سلامتی و زیست محیطی گرفته تا عملکرد عالی گردش روانکاری در جایی که استفاده می شود۶۷. شکل ۳ فرآیند جریان روش Viscolube را نشان می دهد.
شکل ۳- دیاگرام جریان فرآیند Viscolube
۴-تکنولوژی IFP/ Snamprogetti: (“C’’)
۴-۱- توصیف فرآیند
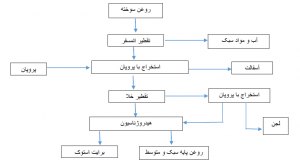
تکنولوژی IFP بوسیله انستیتو نفت فرانسه توسعه پیدا کرده و همچنین به نام فرآیند انتخابی پروپان نیز خوانده می شود. این فرآیند ترکیبی از تقطیر در خلا و هیدروژناسیون است اما در این مورد استخراج با پروپان مایع صورت می گیرد. این شکل از استخراج شبیه آن چیزی است که در پالایشگاههای نفت خام برای جداسازی آسفالتین اتفاق می افتد.
مراحل اساسی این فرآیند به صورت زیر است:
۱- تقطیر در اتمسفر: آب و هیدروکربنهای سبک حذف می شوند.
۲- تقطیر در خلا و استخراج بخش روغنی با استفاده از پروپان: روغن از تقطیر اتمسفر به قسمت استخراج با پروپان مایع در دمای ۷۵ تا ۹۵ درجه سانتیگراد می رود. روغن های پایه سبک و متوسط در این فاز جدا می شوند.
۳-هیدروژناسیون: این مرحله جاییست که پروپان از مخلوط روغن-پروپان جدا می شود. ترکیبات اسفالتی، هیدروکربن های اکسیده و سوسپانسیون جامدات نیز در این مرحله جدا می شوند. فرکشن برایت استوک از باقیمانده در تقطیر خلا بازیافت می شود. مرحله نهایی، هیدروژناسیون فرکشن برایت استوک است.
بین فرآیندهای IFP و Snamprogetti در قسمت بازیافت برایت استوک تفاوتی وجود دارد. در فرآیند IFP پسماند با پروپان باقیمانده از تقطیر خلا استخراج می شود. فرکشنی که به دست می آید روی دو بستر کاتالیستی فلززدایی و هیدروژنه می شود تا برایت استوک به دست آید. در فرآیند Snamprogetti پسماند تقطیر خلا به یک استخراج ثانویه فرستاده می شود که از مخلوط پروپان با میعانات تقطیر خلا فرایند انتهایی هیدروژناسیون استفاده می کند.
شکل ۳ فرآیند IFP و شکل ۴ فرآیند Snamprogetti را نشان می دهند.
شکل ۴- دیاگرام جریان فرآیند Snamprogetti
۵- تکنولوژی۶۸ HyLube: (“C’’)
فرآیند Hylube یک فرآیند اختصاصی طراحی شده بوسیله کمپانی معروف UOP در سراسر جهان می باشد که برای پردازش کاتالیزوری روغن روانکاری کارکرده و تبدیل به استوک پایه تصفیه دوم برای بلندیگ مجدد روغن های روانکار قابل فروش است.
خوراک فرآیند Hylube معمول حاوی مخلوطی از روغن های روانکار کارکرده با غلظت بالایی از مواد خاص مانند آهن و آلودگی های افزودنی مصرف شده مانند روی، فسفر و کلسیم می باشد.
شکل ۵- فرآیند جریان روش Hylube را نشان می دهد.
شکل بعدی
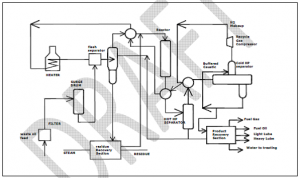
شکل ۵- دیاگرام جریان فرآیند Hylube
|
یک کارخانه با ظرفیت ۲۵ هزار تن در سال تجهیزات و مواد شیمیایی زیر را نیاز دارد |
||
| هیدروژن | ۲٫۱۰۶ Nm3/year | خلوص ۹۹٫۵% |
| نیتروژن | ۱٫۱۰۶ Nm3/year | |
| بخار | ۱۴٫۱۰۳ t/year | |
| آب خنک کننده | ۱۶٫۱۰۶ m3/year | |
| سود سوزآور | ۴٫۱۰۳ t/year | محلول ۵% |
| سدیم کربنات | ۱۳٫۱۰۳ t/year | محلول ۲٫۵% |
| آمونیم | ۶۰ litres/year | |
| روغن فلاشینگ | ۶۵۰ بشکه برای راه اندازی و هر خاموشی خط | |
| دی متیل دی سولفید | ۲۰۰۰ کیلوگرم برای سولفوری کردن کاتالیست | |
| سوخت گاز |
۳٫۱۰۳ t/year |
|
۱- خوراک ابتدا فیلتر می شود تا مواد جامد حذف شود و سپس با هیدروژن داغ در یک ستون اختلاط با طراحی خاص تحت فشار مخلوط می شود.
۲- مخلوط حرارت دیده به جداکننده فلاش فرستاده می شود و مایع زیرین جدا کننده فلاش به استریپر باقیمانده می رود.
۳- ترکیب بخار جداکننده فلاش و سربار استریپر باقیمانده بوسیله یک رآکتور نگهبان کاتالیستی برای حذف فلزات باقیمانده پردازش شده و سپس به یک رآکتور هیدروفینیشینگ شدید می رود که در آن سولفورزدایی، کلرزدایی، تبدیل اکسیژن، نتروژن زدایی، اشباع سازی آروماتیک و واکنش های هیدروکراکینگ ملایم انجام می شود. هیدروکربنهای فرآوری شده کاتالیستی خواص شیمیایی، رنگ و بوی بهبود یافته ای نسبت به خوراک دارند. شرایط فرآیند مانند فشار، سرعت فضایی، و نرخ گردش هیدروژن از هر واحد به واحد دیگر بسته به کیفیت خوراک ورودی متفاوت است. ( بالاترین فشار حدود ۸۰ بار است)
۴- خوراک پردازش شده به محصول هیدروکربن های با گستره جوش وسیع تبدیل می شود که در نتیجه به فراکشن های محصولات روغن خنثی با ویسکوزیته متفاوت برای بلندینگ روغن روانکار تبدیل می شوند. فرآیند Hylube بیشتر از ۸۵ درصد از هیدروکربن های با گستره جوش وسیع در خوراک را به صورت روغن پایه بازیافت می کند. جدول ۱ جزییات شیمیایی و تجهیزات مورد نیاز برای کارخانه ای با ظرفیت ۲۵ هزار تن در سال که با این تکنولوژی کار می کند را نشان می دهد.
جدول ۱ جزییات شیمیایی و تجهیزات مورد نیاز برای فرآیند Hylube
| یک کارخانه با ظرفیت ۲۵ هزار تن در سال تجهیزات و مواد شیمیایی زیر را نیاز دارد | ||
| هیدروژن | ۲٫۱۰۶ Nm3/year | خلوص ۹۹٫۵% |
| نیتروژن | ۱٫۱۰۶ Nm3/year | |
| بخار | ۱۴٫۱۰۳ t/year | |
| آب خنک کننده | ۱۶٫۱۰۶ m3/year | |
| سود سوزآور | ۴٫۱۰۳ t/year | محلول ۵% |
| سدیم کربنات | ۱۳٫۱۰۳ t/year | محلول ۲٫۵% |
| آمونیم | ۶۰ litres/year | |
| روغن فلاشینگ | ۶۵۰ بشکه برای راه اندازی و هر خاموشی خط | |
| دی متیل دی سولفید | ۲۰۰۰ کیلوگرم برای سولفوری کردن کاتالیست | |
| سوخت گاز | ۳٫۱۰۳ t/year | |
فرآیند Hylube یک سیستم تصفیه خوراک اختصاصی است که بخش های غیرقابل تقطیر روغن سوخته را قبول نمی کند. روغن باقیمانده، به طور معمول ۹۵-۹۰ درصد خوراک اصلی، مستقیما بر روی کاتالیست UOP اصلی پردازش می شود. ویژگی های جذاب فرآیند عبارتند از:
- کیفیت روغن های پایه برابر با روغن های پایه ویرجین
- سوخت های با سولفور پایین (< 0.03 درصد وزنی)
- پساب با نیاز اکسیژن شیمیایی کم و بدون کلر آلی
- باقیمانده سنگین ثابت مناسب / قابل پذیرش برای بلندینگ اسفالت
- این فرآیند مراحل پیش تصفیه ای که معمولا با تصفیه دوم روغن سوخته همراه است را حذف می کند و محصولات جانبی خطرناک تولید نمی کند.
محصولات جانبی فرآیند شامل:
- سوخت گاز: ترکیبات هیدروکربن غیر قابل میعان که یا در خوراک حل شده اند یا بوسیله تبدیل تولید می شوند. همچنین گاز هیدروژن حل شده از محصولات مایع
- روغن سوخت: هیدروکربن های مایع با گستره ای غیر از روغن روانکاری که برای ذخیره سازی هیدروتریتینگ و پایدار شده اند.
- روغن سنگین: روغن خنثی سنگین که باقیمانده محصول با گستره جوش روانکار بازیافت شده را نشان می دهد، می توان به سوخت های سنگین اضافه کرد.
- باقیمانده سنگین پایدار: مواد غیر فرار موجود در خوراک یا تولید شده در فرآیند، قابل پذیرش برای بلندینگ آسفالت.
- پساب رقیق حاوی سولفور، نیتروزن و کلر تبدیل شده به شکل نمک های معدنی، منحل شده در تصفیه خانه پساب.
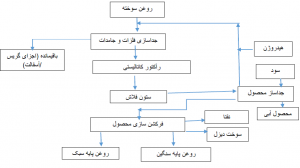
۶- فرآیند۶۹ UOP DCH: (“C’’)
۶-۱- توصیف فرآیند
Honeywell UOP روش هیدروژناسیون تماس مستقیم (DHC) را در سال ۱۹۸۹ ابداع نمود. بخش اصلی این روش رآکتور هیدروژناسیون می باشد. هیدروژن با روغن سوخته در مرحله اول جداسازی مخلوط می شود، جاییکه فلز و دیگر آلودگی ها حذف می شوند. بعد از آن خوراک به رآکتور بستر ثابت هیدروژناسیون می رود که سپس سرد شده و مرحله دوم جداسازی صورت می گیرد.
جریان هیدروژن پس از مرحله جداسازی حاوی هیدروکربن های سبک، H2S، آمونیم و بخار است که باید قبل از بازیافت جدا شود.
روغن هیدروژنه به فرکشن های گازوییل، نفت گاز، و روغن پایه جدا می شود. راندمان روغن پایه بیشتر از ۹۰ درصد می باشد. شکل ۶ نمودار جریان فرآیند را نشان می دهد:
شکل ۶- فرآیند UOP DCH
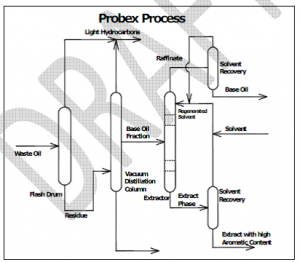
۷- فرآیند Probex (“C’’)
۷-۱- توصیف فرآیند
تکنولوژی تصفیه دوم روغن سوخته Probex در سال ۱۹۹۷ بوسیله کمپانی پروبکس ثبت اختراع شد. در مرحله اول روغن سوخته تصفیه شده و مواد سبک در ستون فلاش جدا می شوند. روغن سوخته باقیمانده در برج خلا تقطیر می شود. در این مرحله آسفالتین و دیگر ناخالصی ها از روغن جدا شده و روغن های با درجه ویسکوزیته مختلف تولید می شود. فرکشن روغن پایه تصفیه شده با N- متیل ۲- پیرولیدون استخراج شده و آرماتیک های غیر اشباع و ترکیبات هترو اتم در فاز استخراج مانده و فاز رافینیتی، روغن پایه می باشد. حلال از هر دو محصول اشاره شده در بالا با استریپینگ بازیابی می شود. در فاز استخراج حدود ۱۰ درصد، فرکشن روغن پایه وجود دارد که عملکردی از پارامترهای فرآیند می باشد. شکل ۷ نمودار جریان فرآیند را نشان می دهد:
شکل ۷ فرآیند Probex
۸- فرآیند۷۰ STP: (“C’’)
۸-۱ توصیف فرآیند
STP یکی از بزرگترین تامین کننده های تکنولوژی تصفیه روغن سوخته در جهان می باشد. فرآیند تصفیه دوم STP همه آلودگی های روغن کارکرده را حذف می کند و محصول روغن پایه، مانند VGO یا روانکار با کیفیت بالا تولید می کند که روغن پایه API گروه یک با روش شیمیایی و API گروه دو با روش هیدروفینیشینگ تولید می شود.
فرآیند تصفیه دوم STP پسماند آلوده یا خطرناک برای دفع ندارد و دوستدار محیط زیست می باشد.
پساب های تخلیه های روغنی/آب فرآیند روغنی، با BOD/COD پایین قبل از اینکه دفع شوند به تصفیه خانه فرستاده می شوند و گاز خروجی فرآیند اکسید کننده حرارتی برای احتراق و نابودی بر اساس قوانین و مقررات زیست محیطی می رود. شکل ۷ دیاگرام جریان فرآیند روش تولید API گروه یک / VGO را نشان می دهد. ۱۳ کارخانه با چنین روشی در سراسر دنیا در حال کار هستند.
مراحل اساسی فرآیند STP شامل
۱- حذف آب و مواد سبک
روغن کارکرده به یک فیلتر پمپ می شود، در مبدل های حرارتی پیش گرم می شود تا دوباره کالری محصولات گرم نهایی را تامین کند و سپس با افزودنی های شیمیایی تصفیه می شود. روغن تصفیه شده در برج آبگیری تقطیر می شود تا آب و هیدروکربن های سبک حذف شوند. گازها در کوره روغن حرارتی سوزانده می شوند. آب و هیدروکربن ها میعان شده و در یک ته نشین کننده جدا می شوند.
۲- استریپینگ نفت گاز
روغن آبگیری شده به ستون استریپینگ نفت گاز که تحت خلا کار می کند فرستاده می شود. نفت گاز به دست آمده از سربار ستون میعان شده و به مخزن ذخیره می رود. گازهای میعان نشده از سیستم خلا به کوره روغن حرارتی فرستاده می شوند.
۳- تقطیر خلا
روغن به دست آمده از ستون استریپینگ نفت گاز به ستون تقطیر خلای شدید با تبخیر کننده تین فیلم رفته و جداسازی فرکشن روانکار و باقیمانده صورت می گیرد. برش روانکار میعان شده و به فینیشینگ می رود و باقیمانده آسفالتی به مخزن ذخیره می رود.
۴- فینیشینگ
فینیشینگ برای محصولات API گروه یک بوسیله تصفیه شیمیایی یا برای تولید روانکارهای API گروه دو بوسیله هیدروفینیشینگ انجام می گیرد. روغن نهایی به ستون جداسازی فرکشن فرستاده شده و به دو برش روغن پایه بازیابی شده (SN 500 و SN 150) جدا می شود که ویژگی های مشابه روغن های پایه ویرجین مربوطه را دارند. ته مانده ستون در ستون تقطیر خلا بازیافت می شود.
خلا در سه ستون مختلف بوسیله سیستم خلا شامل خارج کننده ها و مبردهای لوله ای ایجاد شده و ثابت نگه داشته می شود. نیاز حرارتی در کارخانه توسط کوره روغن حرارتی تامین می شود.
شکل ۸ دیاگرام جریان فرآیند روغن پایه API گروه یک
۹- فرآیند Degussa: (برای بازیافت روغن ترانسفورموتور)
۹-۱ توصیف فرآیند
کمپانی دگوسا از فرآیند سدیم برای تصفیه دوم روغن کارکرده همراه با شرکت های دیگر استفاده کرده است، هدفای فرآیند تصفیه سدیم بسیار عالی برای بازیافت روغن عایق الکتریکی آلوده به PCB می باشد. یک مثال واحد آلودگی زدایی PCB، انرواک (Enervac) در کانادا می باشد که از این تکنولوژی استفاده می کند که هم در آمریکا و هم در کانادا ثبت اختراع شده و به تایید محیط زیست کانادا و آژانس حفاظت محیط زیست آمریکا EPA رسیده است.
روغن عایق الکتریکی بازیافت شده خواص الکتریکی عالی دارد، قابل مقایسه با روغن عایق ویرجین بوده و ویژگیهای ASTM را دارد. این روش گازهای گلخانه ای تولید نکرده و اقتصادی بوده و از وسایل دفع دیگر ارزانتر می باشد و از واحدهای متحرک درون سایت استفاده می کند.
سدیم خرد شده که برای تصفیه استفاده می شود به روشی تحت لیسانس دگوسا تهیه می شود. با توجه به روش Enervac کانادا، مقدار کمی از سدیم فلزی ذوب شده به روغن عایق آبگیری شده و گازگیری شده، در تانک اختلاط اضافه می شود. واکنشی که صورت می گیرد PCB را به ترکیبات بی خطر، نمک معمولی، و تعدادی باقیمانده هیدروکربن تبدیل می کند. این مواد بوسیله سانتریفیوژ به صورت لجن از روغن حذف می شوند. این لجن حاوی PCB نبوده و می تواند به عنوان پسماند صنعتی دفع شود.
۹-۲- انواع پسماند تصفیه شده
با استفاده از این روش، روغن سوخته حاوی ppm 7000 از PCB را می توان پردازش کرده و به زیر ۲ppm رساند. یک کارخانه دیگر از این نوع در فرانسه در Daffos et Baudasse, Cie., Villeurbanne می باشد که با یک فرآیند اختصاصی روغن سوخته حاوی ماکزیمم ۱۰۰۰۰ ppm از PCB را با ظرفیت ۱۰۰۰ لیتر در ساعت بازیابی می کند.
۱۰- فرآیند فیلتراسیون کلی / تقطیر خلا Buss Luwa (“C’’)
۱۰-۱- توصیف فرآیند
این یک فرآیند دیگر تصفیه تقطیر خلا و کلی با استفاده از تبخیر کننده تین فیلم می باشد که عملیاتی بدون مشکل را فراهم می سازد. مرحله تقطیر خلا با دمای بالا اصولا مشکل کک گرفتگی و پر شدن با رزین دارد. ادامه یافتن پر شدن ستون تقطیر سبب خرابی قابل توجه و هزینه های پاک سازی می شود. تبخیر کننده تین فیلم یا وایپ فیلم کمک می کند این مشکل کاهش یابد و تبخیر کننده تین فیلم Luwa به همراه تقطیر خلا با دمای بالا این مشکل را به حداقل رسانده است. در تبخیر کننده لووا زمان تزریق روغن در دمای بالا پایین بوده و همزدن سریع با همزن، نقاط داغ را که می تواند منجر به کک گرفتگی و تخریب شود کاهش می دهد. یکی دیگر از تکنیک هایی که به صورت گسترده استفاد می شود تبخیر کننده وایپ فیلم Pflauder می باشد.
تبخیرکننده تین فیلم لووا به صورت تمام اتوماتیک و پیوسته بوسیله کمپانی Booth oil، در بوفالو، نیویورک آمریکا استفاده می شود، همچنین در بزرگترین تصفیه دوم اروپا در Dollbergen آلمان نیز نصب شده است. تبخیر کننده Pflauder در کارخانه های تصفیه دوم روغن سوخته در پالایشگاههای نفت مستقل در استرالیا و پالایشگاه Dominion Oil نیوزیلند استفاده می شود، این مورد یک نمونه موفق از تصفیه دوم می باشد که بازار گستره وسیعی از روغن های بنزینی و دیزلی، تخصصی و روغن های هیدرولیک به دست آمده از روغن پایه تصفیه دوم را در دست دارد. در دو دهه گذشته این روغن ها در ناوگان اتوبوس شورای منطقه ای اوکلند با حمایت دایملر-بنز استفاده می شوند.
مشکلات عمده زیست محیطی در روش تصفیه تقطیر / کلی مورد انتظار نمی باشد. بو و مشکلات پساب در این روش مانند تکنولوژی اسید کلی جدی نمی باشند. استفاده از مبرد بارومتریک در ستون خلا می تواند مقادیر زیادی پساب آلوده تولید کند. مبردهای سطحی خنک کننده با آب یا هوا نسبت به مبردهای بارومتریک ارجح هستند اما گرانتر می باشند و هزینه اضافی انها معمولا بوسیله کاهش در هزینه تصفیه پساب متعادل می شود.
۱۱-تکنولوژی هیدروژناسیون۷۱ BERC/NIPER: (“R&D’’/OD)
۱۱-۱- توصیف فرآیند
تکنولوژی مرکز پژوهش های Bartlesvill (BERC)، که امروزه انستیتوی ملی تحقیقات انرژی و نفت (NIPER) نامیده می شود، بوسیله دانشمندان دپارتمان انرژی آمریکا توسعه یافته است. این تکنولوژی مشابه KTI می باشد که مرحله تصفیه حلال اضافه شده است. مراحل اساسی آن شامل ۱- تقطیر اتمسفر ۲- تقطیر خلا ۳- پیش تصفیه حلال ۴- بازیافت حلال ۵- تقطیر جز به جز ۶- هیدرو فینیشینگ یا تصفیه کلی می باشد. خوراک ورودی ابتدا در فشار اتمسفر آبگیری شده و هیدروکربن های سبک در ستون خلا استریپ می شوند. بعد از تقطیر، محصول بوسیله حلال با نسبت حلال به روغن ۱ به ۳ استخراج می شود که حلال مخلوطی از بوتیل الکل، ایزوپروپیل الکل، متیل اتیل کتون با نسبت ۱:۲:۱ می باشد. استخراج حلال عوامل کک و گرفتگی را حذف می کند.
مخلوط روغن سوخته و حلال اجازه داده می شود تا ته نشین گردد و لجن شامل افزودنی ها، فلزات سنگین و دیگر آلودگی ها از ته تانک ته نشینی خارج شده یا سانتریفیوژ می شود تا روغن و حلال بازیافت شوند. حلال برای مصرف دوباره بازیافت می شود. روغن استخراج شده در ستون تقطیر خلا فرکشن هایش جدا شده و بوسیله هیدروژناسیون یا تصفیه کلی فرکشن های روغن پایه، بوی انها بهبود یافته و بی رنگ می شوند.
۱۲-تکنولوژی هیدروژناسیون کمپانی نفت فیلیپس۷۲ PROP:
۱۲-۱- توصیف فرآیند
تکنولوژی پروپ که بوسیله کمپانی نفتی فیلیپس توسعه یافته است، ترکیبی از فلززدایی شیمیایی و هیدروژناسیون برای حذف آلودگی ها از روغن سوخته است. فرآیند با اختلاط محلول آبی فسفات دی آمونیوم با روغن سوخته گرم شده برای کاهش محتوای فلزی روغن آغاز می شود. واکنش های شیمیایی منجر به تشکیل فسفات های فلزی می شوند که در نتیجه با فیلتر جدا می شوند. سپس با فلاشینگ روغن باقیمانده، مواد سبک و گازوییل و آب جدا می شوند. بعد روغن با هیدروژن مخلوط می شود و با بستری از کلی صاف می شود و از روی بستر کاتالیست نیکل/مولیبدن در راکتور هیدروژناسیون عبور داده می شود. در مرحله جذب آثار باقیمانده ترکیباتی که ممکن است کاتالیست را مسموم کند حذف می شود. در طول فرآیند هیدروژناسیون ترکیبات دارای سولفور، اکسیژن، کلر و نیتروزن حذف شده و رنگ روغن بهبود می یابد.
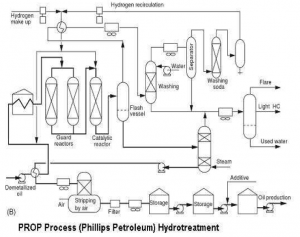
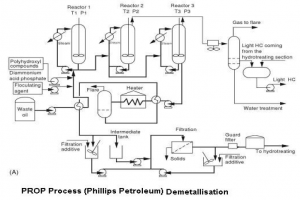
محصول جانبی جامد عمده مواد فسفات خنثی هستند که بالقوه مشکل دفع ندارند، برای مثال این محصول جانبی می تواند به صورت ایمن دفن شود. جریان محصولات جانبی مایع مربوط به مواد سبک و بنزین سنگین می توانند به عنوان سوخت استفاده شوند. با این حال کاتالیست مصرف شده به عنوان پسماند خطرناک تصفیه می شود. شکل ۹a جریان فرآیند فلززدایی را نشان می دهد و شکل ۹b جریان فرآیند هیدروتریتینگ در تکنولوژی PROP را نشان می دهد.
شکل ۹a فرآیند PROP (هیدروتریتینگ)
شکل ۹b فلززدایی فرآیند PROP
۱۳-فرآیند Entra: (“C’’)
۱۳-۱- توصیف فرآیند
کمپانی انترا، فرآیندی جدید و اختصاصی تصفیه دوم روغن سوخته را توسعه داده است که تا حدودی مشابه روش تقطیر/ تصفیه کلی بالایی می باشد و بر پایه تقطیر و کلی پولیشینگ بنا نهاده شده است، با این حال تفاوت اساسی آن این است که تقطیر در یک راکتور خلای لوله ای خطی خاص اتفاق می افتد که دارای یک لوله می باشد که جریان روغن سوخته با افزایش سریع دما به بخار تبدیل می شود و فراکشن های مختلف کندانس می شوند. فرآیند تبخیر به همراه واکنش های شیمیایی به کرآکینگ ملکول های حاوی هترواتم منجر می شود، چگونگی عبور از مناطق مشخص رآکتور لوله ای با سرعت نسبتا بالا کنترل می شود؛ زمان ماندگاری در این شرایط در حد میلی ثانیه بوده و تغییرات دمایی در حد ۲/۰ درجه سانتیگراد از حد مطلوب، کنترل می شود.
تقریبا تمام ناخالصی ها در باقیمانده می ماند که می تواند به گرانول تبدیل شود که تمام ناخالصی های جامد روغن سوخته، دوده و فلزات را شامل می شود. سولفور و کلر به نمک تبدیل می شوند. کلرزدایی کامل روغن کارکرده شامل حذف تمامی PCBs می باشد که بوسیله تصفیه با فلز سدیم به دست می آید (معمولا ۴/۰ درصد سدیم) که تمام کلر به سدیم کلرید تبدیل می شود. به منظور بهبود رنگ روغن بازیابی شده ۱-۳ درصد خاک فولر استفاده می شود.
کارخانه پایلوت بر اساس این روش از سپتامبر ۱۹۸۸ با ظرفیت ۴۰۰ کیلوگرم در ساعت کار می کند. برای روغن سوخته آبگیری شده، راندمان روغن پایه تصفیه دوم بسته به محتوای آلودگی بالای ۹۰ درصد است. یک کارخانه دیگر ۳۰۰۰۰ تن در سال با این تکنولوژی هم برای تولید و هم برای تحقیق در آلمان وجود دارد.
۱۴-فرآیند۷۳ ORYX: تقطیر در خلا: (“R&D’’ “C’’)
۱۴-۱- توصیف فرآیند
اساسا این روش فرآیند تقطیر خلا می باشد که برای تصفیه روغن کارکرده یا روغن سوخته به کار می رود. این روش درجات مختلفی از محصولات با ارزش را بازیابی می کند و بخش باقیمانده را بدون افزودن هر نوع ماده شیمیایی، منعقد کننده یا اسید به ماده خام جدا می کند. این بدین معناست که پسماند تشکیل شده حداقل خواهد بود و کیفیت آن در سطح قابل قبول خواهد بود که می تواند بدون صدمه زدن به محیط زیست به عنوان محصول جانبی دفع شود.
روغن از مخازن ذخیره به واحد فرآیند پمپ می شود. فرآیند کارخانه ۴ ستون تقطیر دارد، که سه تای اول آن به صورت سری کار می کنند. هر ستون تقطیر که شامل ریبویلر/ هیتر، کولر و مبرد به اضافه سیستم خلا، پمپ سیرکوله می باشد، مدول نامیده می شود. تمام سیستم بسته می باشد و هیچ گازی از این ستون ها وقتی که تحت خلا کار می کنند نشت نمی کند. این واحد ظرفیت تصفیه دوم روغن سوخته را دارد. شرایط فرآیند بسته به نوع روغن سوخته تنظیم می شود. برای تصفیه دوم روغن موتور کارکرده استفاده از فرآیند تقطیر خلا به همراه تصفیه کلی دارای پارامترهای مناسب می باشد و توصیف فرآیند به صورت زیر است:
مدول اول: مدول اول تحت شرایط ۶۰۰ میلی متر جیوه خلا و دمای تحتانی ستون ۱۸۰ درجه سانتیگراد و دمای فوقانی ستون ۴۰ درجه سانتیگراد کار می کند. محصولاتی که از این ستون خارج می شوند مخلوطی از آب و گازوییل می باشند.
مدول دوم: عملکرد مدول دوم فرکشن های روغن پایه را از خوراک جدا می کند. این مدول تحت شرایط خلای بالای ۷۰۰ میلی متر جیوه و دمای تحتانی ستون حدود ۲۸۰ درجه سانتیگراد کار می کند.
مدول سوم: عملکرد این مدول آخرین بقایای روغن پایه را از روغن کارکرده حذف می کند و مواد تحتانی مخلوطی از برایت استوک، کربن و سایر مواد سنگین تر موجود در روغن کارکرده است. این ستون در حداکثر خلا (۷۵۷ میلی متر جیوه) که بوسیله سیستمی شامل بوسترها و پمپ های خلا ایجاد می شود کار می کند، بخار که مخلوطی از هوا و مقدار ناچیزی هیدروکربن است از طریق یک مبرد به هیتر / سوزاننده برای نابودسازی می رود.
محصولات به دست امده از این ستون روغن های پایه هستند و باقیمانده می تواند به عنوان پرکننده اسفالت به کار رود. روغن های پایه خام از مدول های دوم و سوم به مخازن جداگانه می روند. این محصولات خام به کارخانه برگردانده می شوند تا تصفیه بیشتر در مدول چهارم بوسیله کلی فعال شده صورت گیرد.
مدول چهارم: روغن پایه های خام تولید شده در مدول های دوم و سوم محصولات حد واسط هستند که به تصفیه بیشتر با کلی آلومینای فعال شده نیاز دارند. هدف از تصفیه کلی بهبود رنگ روغن پایه و تولید یک محصول پایانی طلایی است. روغن با کلی در یک همزن مخلوط می شوند. میزان کلی مصرفی از ۲ تا ۵ درصد بسته به کیفیت روغن پایه خام و کلی متغیر می باشد. این مخلوط تحت خلا حرارت داده می شود. سپس روغن-کلی سرد شده و به فیلتراسیون می رود. این کلی در یک گودال بتن ذخیره می شود. روغن فیلتر شده بوسیله فیلتر پرس محصول با ارزشی است که پایه-استوک روانکار نامیده می شود. این پایه-استوک با ویسکوزیته های مختلف با افزودنی های روانکار مخلوط شده و سطوح کیفی مختلف روغن های روانکار را تولید می کند که در بشکه های استیل یا بسته های کوچک دیگر بسته بندی شده و به عنوان روغن روانکار فروخته می شوند.
۱۴-۲- پسماند ها
پسماند های این کارخانه عبارتند از: پساب، گازها و کلی مصرف شده. کلی مصرف شده از فیلتر پرس به دست آمده و در یک گودال بتونی انبار می شود. کلی مصرف شده حدود ۴۰ درصد روغن دارد و می تواند در بویلر سوزانده شود، همچنین می تواند به شکل مایع به عنوان محافظ کاتدی در پروژه های نفت و گاز استفاده شود و یا به شکل فرش که یک منبع دیگر تجاری است.
۱۴-۳- مزایای این تکنولوژی
- بازده بالای محصولات
- مطابقت با استانداردهای محیط زیست
۱۵-فرآیند۷۴ CEP: (“C’’)
۱۵-۱- توصیف فرآیند
اولین گام در این فرآیند انتخاب و آنالیز خوراک می باشد، از ملاحظات این فرآیند نیاز به ارزیابی خوراک می باشد تا اطمینان حاصل شود برای تصفیه دوم مناسب است.
مرحله دوم این فرآیند تصفیه شیمیایی است که میزان گرفتگی تجهیزات فرآیند را کاهش می دهد. پردازش روغن کارکرده مشکل است. از آنجاییکه وجود افزودنی ها و آلودگی ها به کاربردن تکنیک های فرآیند نفتی مناسب، بدون افزایش پر شدگی و کک گرفتگی در شیرها و مبدل های حرارتی فرآیند را بسیار مشکل می کند تبخیرکننده وایپ فیلم ساخته شده است.
مرحله سوم در این فرآیند حذف آب و هیدروکربن های سبک مانند سوخت می باشد. در برخی موارد می توان محصولات جانبی هیدروکربن های سبک را به عنوان سوخت کارخانه به کار برد.
مرحله چهارم در این فرآیند حذف سموم کاتالیستی قبل از مرحله هیدروتریتینگ است. تکنولوژی مناسب به کار می رود تا سموم کاتالیست حذف شده و عمر کاتالیست زیاد شود.
مرحله پنجم این فرآیند جداسازی روغن پایه از افزودنی ها و مواد هیدروکربنی با نقطه جوش بالا می باشد. تبخیرکننده وایپ فیلم که تحت خلا کار می کند برای این جداسازی به کار می رود. خلا اجازه می دهد که جداسازی در دمای زیر دمای کرآکینگ روغن صورت گیرد. دماهای پایین و زمان ماند کوتاه در تبخیرکننده وایپ فیلم، کک گرفتگی را که در انواع دیگر تجهیزات تقطیر اتفاق می افتد به حداقل می رساند.
مرحله ششم هیدروتریتینگ است. سه رآکتور هیدروتریتینگ به صورت سری برای کاهش سولفور و افزایش ترکیبات اشباع برای تولید روغن پایه با ویژگیهای روغن پایه API گروه دو می باشد. شکل ۱۰ دیاگرام جریان فرآیند را نشان می دهد.
مرحله نهایی تقطیر خلا برای جدا کردن روغن پایه هیدروتریت شده به برش هایی با ویسکوزیته های متفاوت در جداساز فرکشن می باشد.
شکل ۱۰- دیاگرام جریان فرآیند۷۵ CEP
فرآیند تقطیر خلا که برای برخی تکنولوژی های تصفیه دوم / بازیافت استفاده می شود بر پایه تقطیر خلای مناسب ( پلیت / پک ) و تصفیه کلی و فیلتراسیون می باشد. پسماندهایی که در این روشها تولید می شوند مشابه هستند مانند باقیمانده تقطیر و کلی مصرف شده که به دفع مناسب نیاز دارند.
برخی از تکنولوژی های تصفیه دوم دیگر که در دنیا با تقطیر خلا کار می کنند یکی از تکنولوژی های فرآیندهای Revac, STP-Sotulub, Probex, Tiqson با ظرفیت های بین ۱۶ هزار تا بالای ۱۲۰ هزار تن در سال می باشند.
۱۶- فرآیند۷۶ Vaxon: (“C’’)
۱۶-۱- توصیف فرآیند
فرآیند Vaxon در آلمان، دانمارک، اسپانیا و عربستان سعودی برای بازیافت روغن پایه از روغن روانکار کارکرده استفاده می شود. این فرآیند شامل واحد های تصفیه شیمیایی، تقطیر خلا و تصفیه حلال می باشد. مزیت این فرآیند واحد خاص تقطیر در خلای آن می باشد (تبخیر کننده فلاش گردشی خلا) که کراکینگ روغن بسیار کاهش می یابد.
در اولین قسمت این فرایند تصفیه شیمیایی بوسیله هیدروکسیدهای بازی (هیدروکسید سدیم و پتاسیم) انجام می شود که کلریدها، فلزات، ادتیوها و ترکیبات اسیدی را حذف می کند. آلکوکسیدها بر روی سطح کاتالیست بوسیله هیدروکسیدهای بازی نا محلول تشکیل می شوند که الکوکسیدها در روغن محلول می باشند. این ناخالصی ها می توانند به ملکول های آسفالتین بوسیله این واکنشگرها وصل شده و بنابراین ناخالصی ها می توانند به راحتی از روغن جدا شوند. شکل ۱۱ دیاگرام جریان فرآیند Vaxon (فرآیند CATOR) را نشان می دهد.
بعد از تصفیه شیمیایی، خوراک به محصولات سبک، کاتالیست، روغن پایه و باقیمانده جدا می شود. روغن سوخته بوسیله ستون گردشی به دو قسمت تقطیر می شود. بخاطر تشکیل جریان نازک تین فیلم هیدروکربنهای سبک به سرعت و به آسانی تقطیر می شوند. هیدروکربنهای آروماتیکی پلی سیکلی بوسیله پالایش حلال با حلال های قطبی مثل دی متیل فرمامید، N- متیل ۲-پیرولیدین و غیره جدا می شوند. این اتفاق در استخراج کننده های چند مرحله ای صورت می گیرد، سپس حلال از هر دو فاز بازیافت می شود. رافینیت شامل روغن پایه با گستره وسیع جوش است که بوسیله تقطیر خلا به روغن پایه های با درجه ویسکوزیته متفاوت جدا می شود. هیدروکربنهای آروماتیک چند حلقه ای که در اکسترانت جمع شده اند برای تولید انرژی حرارتی یا به عنوان اجزای بلندینگ بتیومن استفاده می شوند.
یک کارخانه شناخته شده در حال حاضر وجود دارد که از این روش استفاده می کند و آن CATOR در کاتالونیای اسپانیا می باشد.
شکل ۱۱- دیاگرام جریان فرآیند Vaxon (فرآیند CATOR)
۱۷-تکنولوژی۷۷ Meinken: (“OD’’)
۱۷-۱- توصیف فرآیند
تکنولوژی Meinken براساس تصفیه اسید/کلی بوده و به دلایل اقتصادی و بخاطر مشکلاتی که تصفیه اسید و خاک کلی ایجاد می کنند دیگر استفاده نمی شود. همچنین مشکلات دفع و خوردگی داخلی نیز در این روش وجود دارد.
برخی پالایشگاه ها وجود دارند که با تکنولوژی Meinken اصلاح شده، در حال حاضر کار می کنند. با استفاده از تکنیک های تقطیر تماسی و تین فیلم توانسته اند مقدار اسید سولفوریک را به ۳ درصد و کلی/ خاک را به ۵/۳ درصد کاهش بدهند. برخی از آنها هیدروژناسیون هم انجام می دهند.
امتیازات اصلی این روش سرمایه گذاری کم و هزینه های نگهداری پایین، توانایی تصفیه روغن های کارکرده با کیفیت پایین و انعطاف پذیری و آسان بودن اداره خود فرآیند می باشد.
۱۸-تکنولوژی تقطیر خلای اتمی: (“R&D’’)
۱۸-۱- توصیف فرآیند
این تکنولوژی بر پایه تقطیر خلای Shorthpath/ تصفیه کلی می باشد و توسط شرکت Atom
آنچه لازم است در باره تصفیه روغن صنعتی بدانیم
بر اساس تکنولوژی های عمومی اشاره شده در بخش قبلی، بسیاری از شرکت ها فرآیند های خاص خود را برای بازیافت روغن سوخته توسعه داده اند. برخی از برجسته ترین و شناخته شده ترین آنها در زیر با جزییات آمده است. با این حال باید توجه شود این تکنولوژی ها همه مواردی که تا کنون امتحان یا تجربه شده اند را شامل می شوند که برخی از آنها راه خودشان را به بازار تجاری پیدا نکرده اند. تعداد کم دیگری هم تلاش کرده اند ولی کارخانه هایی وجود ندارند که تکنولوژی انها را به صورت تجاری استفاده کنند. برای فهم آسانتر تکنولوژی ها به صورت ‘’C” (به معنی قابل دسترسی به صورت تجاری می باشد)، ‘’R&D” (به معنی فقط به صورت تحقیقی بوده و در سطح آزمایشگاهی می باشد) و ‘’OD” (به معنی منسوخ شده و موجود نمی باشد) طبقه بندی شده اند.
۱- فرآیند KTI: (“C’’)
فرآیند KTI (تکنولوژی کینتیک بین الملل) که همچنین تکنولوژی Relub KTI نیز نامیده می شود ترکیبی از تصفیه تقطیر خلا و هیدروژناسیون برای حذف اغلب مواد آلاینده در روغن کارکرده می باشد۶۴.
گام های اساسی این فرآیند:
تقطیر در اتمسفر: شامل حذف آب و هیدروکربنهای سبک می باشد.
تقطیر در خلا: محصول نهایی در گستره روغن های روانکار قرار می گیرد. دمای کار نباید بیش از ۲۵۰ درجه سانتیگراد باشد.
هیدروژناسیون: روغن تقطیر شده در مرحله قبل تحت فرآوری هیدروژناسیون برای حذف ترکیبات سولفور، نیتروژن، اکسیژن قرار می گیرد.
جداسازی فراکشن ها: روغن هیدروژنه شده با توجه به ویژگیهای ضروری محصول به فرکشن های روغن پایه مختلف جدا می شود.
این تکنولوژی PCBs و دیگر ترکیبات خطرناک را حذف می کند و با بازده ۸۲% روغن پایه با کیفیت بالا تولید می کند. پسماند تولید شده در مرحله تقطیر خلا، حاوی افزودنی های کارکرده، محصول جانبی آسفالت، محصولات اکسیده و دیگر ناخالصی ها می باشد که ارزش اقتصادی دارد. اولین کارخانه بر پایه این تکنولوژی در سال ۱۹۹۲ در یونان ساخته شد، کارخانه هایی از این نوع همچنین در کالیفرنیا و تونس نیز وجود دارند.
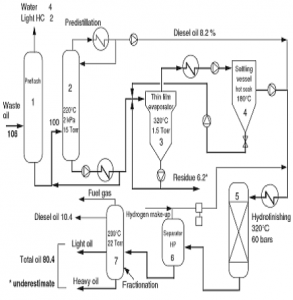
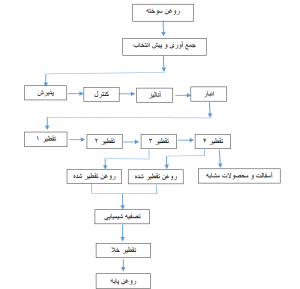
این تکنولوژی ترکیبی از تقطیر خلا و هیدروفینیشینگ برای حذف اغلب آلودگی های روغن سوخته می باشد. مرحله اساسی این فرآیند شامل تقطیر خلا و اتمسفری، هیدروفینیشینگ تقطیر خلا و جداسازی فرکشن ها می باشد. در این تکنولوژی یک ستون تقطیر اتمسفر فرکشن آب و هیدروکرین سبک را حدف می کند، سپس اولین واحد خلا یک محصول را در گستره روغن روانکار تولید می کند. این فرآیند مرحله پیش تصفیه ندارد چون از تقطیر خلای خاصی استفاده می کند که تنش حرارتی را با استفاده از دمای کمتر از ۲۵۰ درجه سانتیگراد در انفجارهای کوتاه به حداقل می رساند. این شرایط مخصوص تبخیرکننده تین فیلم می باشد. با استفاده از تبخیرکننده وایپ فیلم، انواع خوراک می تواند وارد تاسیسات شود.
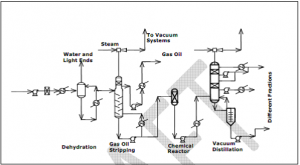
سپس روغن تقطیر شده با هیدروژن مخلوط شده و حرارت دیده و به رآکتور می رود تا ترکیبات حاوی نیتروژن، سولفور و اکسیژن حذف شده و رنگ بهبود یابد. روغن هیدروژنه در نهایت با بخار استریپ می شود یا با جداسازی فرکشن ها بسته به نیاز و ویژگیهای محصول به فرکشن های روغن پایه مختلف تبدیل می شود. این تکنولوژی PCBs و دیگر مواد خطرناک را حذف می کند و روغن پایه با کیفیت بالا با بازده ۸۲% تولید می کند. محصولات جانبی آلوده کننده ان حداقل می باشد. باقیمانده تولید شده خلا حاوی افزودنی ها، آسفالت، محصولات پلیمری و اکسیده، فلز و ناخالصی های دیگر می باشد. این باقیمانده ارزش اقتصادی دارد. در حال حاضر چندین کارخانه به صورت تجاری با این روش در حال کار هستند. KTI اولین کارخانه صنعتی را در سال ۱۹۸۲ در یونان کامل کرد. شکل ۱ نمودار فرآیند جریان فرآیند KTI را نشان می دهد.
شکل ۱: دیاگرام جریان فرآیند KTI
۲-تکنولوژی Safety Kleen: (“C’’)
۲-۱- توصیف فرآیند
فرآیند Saftey Kleen ترکیبی از تقطیر خلا وایپ فیلم و هیدروتریتینگ کاتالیستی بستر ثابت است، شکل ۲ فرآیند کارخانه East Chicago در ایندیانای آمریکا را نشان می دهد که یکی از بزرگترین تصفیه دوم های روغن سوخته در جهان است. ظرفیت این کارخانه ۲۵۰ هزار تن در سال است.
شکل۲ دیاگرام فرآیند Saftey Kleen
مراحل فرآیند تصفیه دوم Saftey Kleen به صورت زیر است۶۵:
۱- آبگیری
در مرحله اول آب از روغن سوخته بوسیله فرآیند تبخیر خارج می شود. این آب جمع شده تصفیه می شود تا از نظر شیمیایی و بیولوژیکی ایمن بوده و سپس دفع می شود.
۲- بازیافت مواد سبک
با حذف آب، روغن سوخته به برج بلند تقطیر می رود جاییکه سوخت های سبک تحت شرایط اتمسفر جدا شده و جمع آوری می شوند. ستون خلا/استریپر سوخت، اکثر سوخت و حلال های سنگین را حذف می کند. واحد تقطیر خلا دو عملکرد جداسازی روغن روانکاری از مواد سنگین و تولید جریان های محصول چندگانه را به صورت ترکیبی انجام میدهد. روغن سوخته پیش تصفیه شیمیایی نشده، احتیاج به صفحات کاملا داغ در مدت زمان خاص دارد، بنابراین از تبخیرکننده های تین فیلم استفاده می شود. سپس فرکشن (برش) های روغن روانکار روی بسترهای ثابت کاتالیست نیکل-مولیبدن هیدروتریت می شوند. هیدروتریتینگ به صورت مرحله ای انجام می شود تا پرشدن/مسموم شدن کاتالیست کاهش یافته و کیفیت محصول افزایش یابد. این مرحله پایداری حرارتی، رنگ و بو را بهبود داده و آروماتیک های چند هسته ای را کاهش می دهد و ترکیبات قطبی و هالوژن های با نقطه جوش بالا را حذف می کند.
۳- استریپینگ سوخت
روغن سوخته اکنون به تقطیر خلا و حرارت می رود تا روغن های با وزن متوسط جدا شود. محصولات جانبی سوختی برای حرارت صنعتی استفاده می شوند. آخرین مراحل شامل خشک کن روغن و استریپر کروسن هستند. محصول جانبی آبی واحد تقطیر اتمسفر به تصفیه آب فرستاده می شود، آلودگی های هیدروکربن با دمای جوش پایین (مواد سبک) به دست آمده از تمام مراحل، ترکیب شده و به عنوان سوخت برای کارخانه تصفیه مجدد استفاده می شوند. از آنجاییکه این سوخت، کلر نسبتا بالایی دارد سیستم بویلر مناسب باید طراحی شود.
۴- تقطیر خلا
روغن سوخته در ادامه تحت خلای شدید تقطیر می شود و سهم ها/فرکشن های روغن پایه روانکار جمع می شوند. محصولات جانبی فرآیند، باقیمانده هایی هستند که می توانند برای کاربرد های صنعتی مثل پرکننده های آسفالت استفاده شوند. محصول جانبی باقیمانده از تقطیر خلا به عنوان پرکننده آسفالت یا به عنوان سوخت در کوره های صنعتی دارای کنترلگر گازهای گلخا نه ای استفاده می شود. کاتالیست مصرف شده در مرحله هیدروتریتینگ می تواند بازیابی شود.
۵- هیدروتریتینگ برای حذف ناخالصی های نهایی
روغن باقیمانده با هیدروژن فرآوری شده تا سولفور، نیتروژن، کلر، فلزات سنگین و ناخالصی های دیگر حذف شود. این مرحله همچنین هر مشکلی با رنگ، بو و عملکرد خوردگی را تصحیح می کند.
روغن های پایه بازیافت شده به روش تصفیه دوم Safety Kleen استانداردهای API برای روغن های پایه را دارند. روانکارهای ساخته شده با روغن پایه Saftey Kleen از قبیل روغن موتور، روغن دنده، مایع انتقال قدرت، روغن هیدرولیک و روغن های صنعتی، تمامی آنها ویژگیها و استانداردهای صنعتی را داشته و عملکرد و وارانتی تجهیزات را به مخاطره نمی اندازند. Sftey Kleen و شرکت های تحت لیسانس آن ۲۶۲ شعبه در سراسر دنیا دارند، ۱۳ مرکز بازیافت حلال، ۳ تاسیسات بلندینگ سوخت، و ۲ کارخانه تصفیه دوم روغن سوخته دارند.
به طور کلی این تکنولوزی محصول جانبی بدون استفاده ای تولید نمی کند. Saftey Kleen فقط در آمریکا بیش از ۱۰ کارخانه که بیش از ۲۰۰ میلیون گالن روغن کارکرده را تصفیه می کنند ساخته است.
۳-تکنولوژی۶۶ Axens/viscolube (REVIVEOIL)
۳-۱- توصیف فرآیند
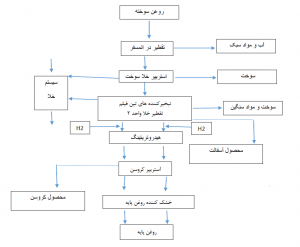
روغن پایه های تصفیه دوم Viscolube به دست امده از طریق هیدروژناسیون کاتالیستی فشار بالا، ویژگی های ترکیبی و شیمی فیزیکی عالی برای استفاده در کاربردهای روانکاری مختلف، هم در بخش خودرو و هم صنعتی دارند.
محتوی آروماتیک و سولفور کم و شاخص ویسکوزیته بالا آنرا تبدیل به گزینه مناسبی برای راه حل فرمولاسیون در یک گستره وسیع ویسکوزیته می کند و اغلب نیازهای عملکردی چالش برانگیز و احتیاجات زیست محیطی روانکارهای جدید را برآورده می کند، بنابراین در افزودنی های مورد نیاز فرمولاسیون صرفه جویی می شود.
خواص فنی روغن های پایه Viscolube همچنین برای کاربردهای دیگر صنعتی مانند پردازش لاستیک و روغن های فرآیند به طور کلی مناسب هستند.
کارخانه تولیدی Viscolube به طورکلی از سه بخش ساخته شده است.
۱- پیش فلاش
روغن سوخته تا ۱۴۰ درجه گرم می شود و سپس در تقطیر خلا آب و هیدروکربن های سبک جدا می شوند.
۲- آسفالت زدایی حرارتی TDA
روغن آبگیری شده، در ستون تقطیر خلای آسفالت زدایی در دمای ۳۶۰ درجه تقطیر می شود. آسفالت و محصولات بیتیومین در ته ستون می مانند و سه برش با ویسکوزیته متفاوت در یک زمان به دست می آید. نفت گاز متوسط از بالای ستون جمع اوری می شود. سه فرکشن و نفت گاز به مخزن می روند و درنتیجه به صورت بچ در قسمت کاتالیستی فشار بالا (۱۰۰ بار) هیدروفینیشینگ می شوند.
۳- هیدروفینیشینگ
فرآیند هیدروفینیشینگ در یک هیتر آتشزا آغاز می شود، جاییکه روغن و هیدروژن تا ۳۰۰ درجه سانتیگراد حرارت می بینند. سپس به یک رآکتور حاوی کاتالیست فرستاده می شوند که هیدروژن با ترکیبات غیر اشباع، سولفور و نیتروژن واکنش می دهد.
خروجی رآکتور به دو فاز جدا می شود، فاز بخار و فاز مایع، فاز بخار با آب شسته می شود تا ترکیبات کلر و سولفور حذف شود، فاز مایع با بخار استریپ می شود تا اغلب ترکیبات فرار حذف شده و فلاش پوینت باز گردد. آب باقیمانده در روغن سپس در خشک کن خلا حذف می شود.
جریان های حاوی سولفور به کارخانه آمین فرستاده می شود جاییکه هیدروژن سولفید از ترکیبات دیگر جدا می شود. سپس به کارخانه Claus فرستاده می شوند تا H2S به سولفور مایع خالص تبدیل شود.
نتیجه نهایی یک روغن تمیز با سولفور و آروماتیک های چند هسته ای (PNAs) خیلی پایین است. این روغن پایه روانکاری، امتیازهای زیادی دارد از مزایای سلامتی و زیست محیطی گرفته تا عملکرد عالی گردش روانکاری در جایی که استفاده می شود۶۷. شکل ۳ فرآیند جریان روش Viscolube را نشان می دهد.
شکل ۳- دیاگرام جریان فرآیند Viscolube
۴-تکنولوژی IFP/ Snamprogetti: (“C’’)
۴-۱-توصیف فرآیند
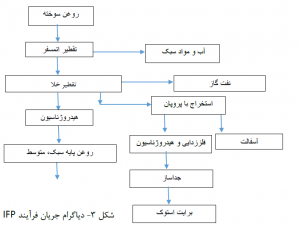
تکنولوژی IFP بوسیله انستیتو نفت فرانسه توسعه پیدا کرده و همچنین به نام فرآیند انتخابی پروپان نیز خوانده می شود. این فرآیند ترکیبی از تقطیر در خلا و هیدروژناسیون است اما در این مورد استخراج با پروپان مایع صورت می گیرد. این شکل از استخراج شبیه آن چیزی است که در پالایشگاههای نفت خام برای جداسازی آسفالتین اتفاق می افتد.
مراحل اساسی این فرآیند به صورت زیر است:
۱- تقطیر در اتمسفر: آب و هیدروکربنهای سبک حذف می شوند.
۲-تقطیر در خلا و استخراج بخش روغنی با استفاده از پروپان: روغن از تقطیر اتمسفر به قسمت استخراج با پروپان مایع در دمای ۷۵ تا ۹۵ درجه سانتیگراد می رود. روغن های پایه سبک و متوسط در این فاز جدا می شوند.
۳-هیدروژناسیون: این مرحله جاییست که پروپان از مخلوط روغن-پروپان جدا می شود. ترکیبات اسفالتی، هیدروکربن های اکسیده و سوسپانسیون جامدات نیز در این مرحله جدا می شوند. فرکشن برایت استوک از باقیمانده در تقطیر خلا بازیافت می شود. مرحله نهایی، هیدروژناسیون فرکشن برایت استوک است.
بین فرآیندهای IFP و Snamprogetti در قسمت بازیافت برایت استوک تفاوتی وجود دارد. در فرآیند IFP پسماند با پروپان باقیمانده از تقطیر خلا استخراج می شود. فرکشنی که به دست می آید روی دو بستر کاتالیستی فلززدایی و هیدروژنه می شود تا برایت استوک به دست آید. در فرآیند Snamprogetti پسماند تقطیر خلا به یک استخراج ثانویه فرستاده می شود که از مخلوط پروپان با میعانات تقطیر خلا فرایند انتهایی هیدروژناسیون استفاده می کند.
شکل ۳ فرآیند IFP و شکل ۴ فرآیند Snamprogetti را نشان می دهند.
شکل ۴- دیاگرام جریان فرآیند Snamprogetti
۵-تکنولوژی۶۸ HyLube: (“C’’)
فرآیند Hylube یک فرآیند اختصاصی طراحی شده بوسیله کمپانی معروف UOP در سراسر جهان می باشد که برای پردازش کاتالیزوری روغن روانکاری کارکرده و تبدیل به استوک پایه تصفیه دوم برای بلندیگ مجدد روغن های روانکار قابل فروش است.
خوراک فرآیند Hylube معمول حاوی مخلوطی از روغن های روانکار کارکرده با غلظت بالایی از مواد خاص مانند آهن و آلودگی های افزودنی مصرف شده مانند روی، فسفر و کلسیم می باشد.
شکل ۵- فرآیند جریان روش Hylube را نشان می دهد.
شکل ۵- دیاگرام جریان فرآیند Hylube
۱- خوراک ابتدا فیلتر می شود تا مواد جامد حذف شود و سپس با هیدروژن داغ در یک ستون اختلاط با طراحی خاص تحت فشار مخلوط می شود.
۲-مخلوط حرارت دیده به جداکننده فلاش فرستاده می شود و مایع زیرین جدا کننده فلاش به استریپر باقیمانده می رود.
۳-ترکیب بخار جداکننده فلاش و سربار استریپر باقیمانده بوسیله یک رآکتور نگهبان کاتالیستی برای حذف فلزات باقیمانده پردازش شده و سپس به یک رآکتور هیدروفینیشینگ شدید می رود که در آن سولفورزدایی، کلرزدایی، تبدیل اکسیژن، نتروژن زدایی، اشباع سازی آروماتیک و واکنش های هیدروکراکینگ ملایم انجام می شود. هیدروکربنهای فرآوری شده کاتالیستی خواص شیمیایی، رنگ و بوی بهبود یافته ای نسبت به خوراک دارند. شرایط فرآیند مانند فشار، سرعت فضایی، و نرخ گردش هیدروژن از هر واحد به واحد دیگر بسته به کیفیت خوراک ورودی متفاوت است. ( بالاترین فشار حدود ۸۰ بار است)
۴-خوراک پردازش شده به محصول هیدروکربن های با گستره جوش وسیع تبدیل می شود که در نتیجه به فراکشن های محصولات روغن خنثی با ویسکوزیته متفاوت برای بلندینگ روغن روانکار تبدیل می شوند. فرآیند Hylube بیشتر از ۸۵ درصد از هیدروکربن های با گستره جوش وسیع در خوراک را به صورت روغن پایه بازیافت می کند. جدول ۱ جزییات شیمیایی و تجهیزات مورد نیاز برای کارخانه ای با ظرفیت ۲۵ هزار تن در سال که با این تکنولوژی کار می کند را نشان می دهد.
جدول ۱ جزییات شیمیایی و تجهیزات مورد نیاز برای فرآیند Hylube
| یک کارخانه با ظرفیت ۲۵ هزار تن در سال تجهیزات و مواد شیمیایی زیر را نیاز دارد | ||
| هیدروژن | ۲٫۱۰۶ Nm3/year | خلوص ۹۹٫۵% |
| نیتروژن | ۱٫۱۰۶ Nm3/year | |
| بخار | ۱۴٫۱۰۳ t/year | |
| آب خنک کننده | ۱۶٫۱۰۶ m3/year | |
| سود سوزآور | ۴٫۱۰۳ t/year | محلول ۵% |
| سدیم کربنات | ۱۳٫۱۰۳ t/year | محلول ۲٫۵% |
| آمونیم | ۶۰ litres/year | |
| روغن فلاشینگ | ۶۵۰ بشکه برای راه اندازی و هر خاموشی خط | |
| دی متیل دی سولفید | ۲۰۰۰ کیلوگرم برای سولفوری کردن کاتالیست | |
| سوخت گاز | ۳٫۱۰۳ t/year | |
فرآیند Hylube یک سیستم تصفیه خوراک اختصاصی است که بخش های غیرقابل تقطیر روغن سوخته را قبول نمی کند. روغن باقیمانده، به طور معمول ۹۵-۹۰ درصد خوراک اصلی، مستقیما بر روی کاتالیست UOP اصلی پردازش می شود. ویژگی های جذاب فرآیند عبارتند از:
- کیفیت روغن های پایه برابر با روغن های پایه ویرجین
- سوخت های با سولفور پایین (< 0.03 درصد وزنی)
- پساب با نیاز اکسیژن شیمیایی کم و بدون کلر آلی
- باقیمانده سنگین ثابت مناسب / قابل پذیرش برای بلندینگ اسفالت
- این فرآیند مراحل پیش تصفیه ای که معمولا با تصفیه دوم روغن سوخته همراه است را حذف می کند و محصولات جانبی خطرناک تولید نمی کند.
محصولات جانبی فرآیند شامل:
- سوخت گاز: ترکیبات هیدروکربن غیر قابل میعان که یا در خوراک حل شده اند یا بوسیله تبدیل تولید می شوند. همچنین گاز هیدروژن حل شده از محصولات مایع
- روغن سوخت: هیدروکربن های مایع با گستره ای غیر از روغن روانکاری که برای ذخیره سازی هیدروتریتینگ و پایدار شده اند.
- روغن سنگین: روغن خنثی سنگین که باقیمانده محصول با گستره جوش روانکار بازیافت شده را نشان می دهد، می توان به سوخت های سنگین اضافه کرد.
- باقیمانده سنگین پایدار: مواد غیر فرار موجود در خوراک یا تولید شده در فرآیند، قابل پذیرش برای بلندینگ آسفالت.
- پساب رقیق حاوی سولفور، نیتروزن و کلر تبدیل شده به شکل نمک های معدنی، منحل شده در تصفیه خانه پساب.
۶- فرآیند۶۹ UOP DCH: (“C’’)
۶-۱- توصیف فرآیند
Honeywell UOP روش هیدروژناسیون تماس مستقیم (DHC) را در سال ۱۹۸۹ ابداع نمود. بخش اصلی این روش رآکتور هیدروژناسیون می باشد. هیدروژن با روغن سوخته در مرحله اول جداسازی مخلوط می شود، جاییکه فلز و دیگر آلودگی ها حذف می شوند. بعد از آن خوراک به رآکتور بستر ثابت هیدروژناسیون می رود که سپس سرد شده و مرحله دوم جداسازی صورت می گیرد.
جریان هیدروژن پس از مرحله جداسازی حاوی هیدروکربن های سبک، H2S، آمونیم و بخار است که باید قبل از بازیافت جدا شود.
روغن هیدروژنه به فرکشن های گازوییل، نفت گاز، و روغن پایه جدا می شود. راندمان روغن پایه بیشتر از ۹۰ درصد می باشد. شکل ۶ نمودار جریان فرآیند را نشان می دهد:
شکل ۶- فرآیند UOP DCH
۷- فرآیند Probex (“C’’)
۷-۱- توصیف فرآیند
تکنولوژی تصفیه دوم روغن سوخته Probex در سال ۱۹۹۷ بوسیله کمپانی پروبکس ثبت اختراع شد. در مرحله اول روغن سوخته تصفیه شده و مواد سبک در ستون فلاش جدا می شوند. روغن سوخته باقیمانده در برج خلا تقطیر می شود. در این مرحله آسفالتین و دیگر ناخالصی ها از روغن جدا شده و روغن های با درجه ویسکوزیته مختلف تولید می شود. فرکشن روغن پایه تصفیه شده با N- متیل ۲- پیرولیدون استخراج شده و آرماتیک های غیر اشباع و ترکیبات هترو اتم در فاز استخراج مانده و فاز رافینیتی، روغن پایه می باشد. حلال از هر دو محصول اشاره شده در بالا با استریپینگ بازیابی می شود. در فاز استخراج حدود ۱۰ درصد، فرکشن روغن پایه وجود دارد که عملکردی از پارامترهای فرآیند می باشد. شکل ۷ نمودار جریان فرآیند را نشان می دهد:
شکل ۷ فرآیند Probex
۸- فرآیند۷۰ STP: (“C’’)
۸-۱ توصیف فرآیند
STP یکی از بزرگترین تامین کننده های تکنولوژی تصفیه روغن سوخته در جهان می باشد. فرآیند تصفیه دوم STP همه آلودگی های روغن کارکرده را حذف می کند و محصول روغن پایه، مانند VGO یا روانکار با کیفیت بالا تولید می کند که روغن پایه API گروه یک با روش شیمیایی و API گروه دو با روش هیدروفینیشینگ تولید می شود.
فرآیند تصفیه دوم STP پسماند آلوده یا خطرناک برای دفع ندارد و دوستدار محیط زیست می باشد.
پساب های تخلیه های روغنی/آب فرآیند روغنی، با BOD/COD پایین قبل از اینکه دفع شوند به تصفیه خانه فرستاده می شوند و گاز خروجی فرآیند اکسید کننده حرارتی برای احتراق و نابودی بر اساس قوانین و مقررات زیست محیطی می رود. شکل ۷ دیاگرام جریان فرآیند روش تولید API گروه یک / VGO را نشان می دهد. ۱۳ کارخانه با چنین روشی در سراسر دنیا در حال کار هستند.
مراحل اساسی فرآیند STP شامل
۱- حذف آب و مواد سبک
روغن کارکرده به یک فیلتر پمپ می شود، در مبدل های حرارتی پیش گرم می شود تا دوباره کالری محصولات گرم نهایی را تامین کند و سپس با افزودنی های شیمیایی تصفیه می شود. روغن تصفیه شده در برج آبگیری تقطیر می شود تا آب و هیدروکربن های سبک حذف شوند. گازها در کوره روغن حرارتی سوزانده می شوند. آب و هیدروکربن ها میعان شده و در یک ته نشین کننده جدا می شوند.
۲- استریپینگ نفت گاز
روغن آبگیری شده به ستون استریپینگ نفت گاز که تحت خلا کار می کند فرستاده می شود. نفت گاز به دست آمده از سربار ستون میعان شده و به مخزن ذخیره می رود. گازهای میعان نشده از سیستم خلا به کوره روغن حرارتی فرستاده می شوند.
۳- تقطیر خلا
روغن به دست آمده از ستون استریپینگ نفت گاز به ستون تقطیر خلای شدید با تبخیر کننده تین فیلم رفته و جداسازی فرکشن روانکار و باقیمانده صورت می گیرد. برش روانکار میعان شده و به فینیشینگ می رود و باقیمانده آسفالتی به مخزن ذخیره می رود.
۴- فینیشینگ
فینیشینگ برای محصولات API گروه یک بوسیله تصفیه شیمیایی یا برای تولید روانکارهای API گروه دو بوسیله هیدروفینیشینگ انجام می گیرد. روغن نهایی به ستون جداسازی فرکشن فرستاده شده و به دو برش روغن پایه بازیابی شده (SN 500 و SN 150) جدا می شود که ویژگی های مشابه روغن های پایه ویرجین مربوطه را دارند. ته مانده ستون در ستون تقطیر خلا بازیافت می شود.
خلا در سه ستون مختلف بوسیله سیستم خلا شامل خارج کننده ها و مبردهای لوله ای ایجاد شده و ثابت نگه داشته می شود. نیاز حرارتی در کارخانه توسط کوره روغن حرارتی تامین می شود.
شکل ۸ دیاگرام جریان فرآیند روغن پایه API گروه یک
۹- فرآیند Degussa: (برای بازیافت روغن ترانسفورموتور)
۹-۱ توصیف فرآیند
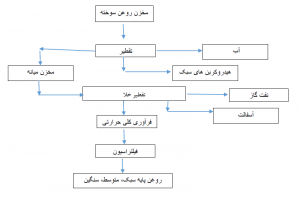
کمپانی دگوسا از فرآیند سدیم برای تصفیه دوم روغن کارکرده همراه با شرکت های دیگر استفاده کرده است، هدفای فرآیند تصفیه سدیم بسیار عالی برای بازیافت روغن عایق الکتریکی آلوده به PCB می باشد. یک مثال واحد آلودگی زدایی PCB، انرواک (Enervac) در کانادا می باشد که از این تکنولوژی استفاده می کند که هم در آمریکا و هم در کانادا ثبت اختراع شده و به تایید محیط زیست کانادا و آژانس حفاظت محیط زیست آمریکا EPA رسیده است.
روغن عایق الکتریکی بازیافت شده خواص الکتریکی عالی دارد، قابل مقایسه با روغن عایق ویرجین بوده و ویژگیهای ASTM را دارد. این روش گازهای گلخانه ای تولید نکرده و اقتصادی بوده و از وسایل دفع دیگر ارزانتر می باشد و از واحدهای متحرک درون سایت استفاده می کند.
سدیم خرد شده که برای تصفیه استفاده می شود به روشی تحت لیسانس دگوسا تهیه می شود. با توجه به روش Enervac کانادا، مقدار کمی از سدیم فلزی ذوب شده به روغن عایق آبگیری شده و گازگیری شده، در تانک اختلاط اضافه می شود. واکنشی که صورت می گیرد PCB را به ترکیبات بی خطر، نمک معمولی، و تعدادی باقیمانده هیدروکربن تبدیل می کند. این مواد بوسیله سانتریفیوژ به صورت لجن از روغن حذف می شوند. این لجن حاوی PCB نبوده و می تواند به عنوان پسماند صنعتی دفع شود.
۹-۲- انواع پسماند تصفیه شده
با استفاده از این روش، روغن سوخته حاوی ppm 7000 از PCB را می توان پردازش کرده و به زیر ۲ppm رساند. یک کارخانه دیگر از این نوع در فرانسه در Daffos et Baudasse, Cie., Villeurbanne می باشد که با یک فرآیند اختصاصی روغن سوخته حاوی ماکزیمم ۱۰۰۰۰ ppm از PCB را با ظرفیت ۱۰۰۰ لیتر در ساعت بازیابی می کند.
۱۰- فرآیند فیلتراسیون کلی / تقطیر خلا Buss Luwa (“C’’)
۱۰-۱- توصیف فرآیند
این یک فرآیند دیگر تصفیه تقطیر خلا و کلی با استفاده از تبخیر کننده تین فیلم می باشد که عملیاتی بدون مشکل را فراهم می سازد. مرحله تقطیر خلا با دمای بالا اصولا مشکل کک گرفتگی و پر شدن با رزین دارد. ادامه یافتن پر شدن ستون تقطیر سبب خرابی قابل توجه و هزینه های پاک سازی می شود. تبخیر کننده تین فیلم یا وایپ فیلم کمک می کند این مشکل کاهش یابد و تبخیر کننده تین فیلم Luwa به همراه تقطیر خلا با دمای بالا این مشکل را به حداقل رسانده است. در تبخیر کننده لووا زمان تزریق روغن در دمای بالا پایین بوده و همزدن سریع با همزن، نقاط داغ را که می تواند منجر به کک گرفتگی و تخریب شود کاهش می دهد. یکی دیگر از تکنیک هایی که به صورت گسترده استفاد می شود تبخیر کننده وایپ فیلم Pflauder می باشد.
تبخیرکننده تین فیلم لووا به صورت تمام اتوماتیک و پیوسته بوسیله کمپانی Booth oil، در بوفالو، نیویورک آمریکا استفاده می شود، همچنین در بزرگترین تصفیه دوم اروپا در Dollbergen آلمان نیز نصب شده است. تبخیر کننده Pflauder در کارخانه های تصفیه دوم روغن سوخته در پالایشگاههای نفت مستقل در استرالیا و پالایشگاه Dominion Oil نیوزیلند استفاده می شود، این مورد یک نمونه موفق از تصفیه دوم می باشد که بازار گستره وسیعی از روغن های بنزینی و دیزلی، تخصصی و روغن های هیدرولیک به دست آمده از روغن پایه تصفیه دوم را در دست دارد. در دو دهه گذشته این روغن ها در ناوگان اتوبوس شورای منطقه ای اوکلند با حمایت دایملر-بنز استفاده می شوند.
مشکلات عمده زیست محیطی در روش تصفیه تقطیر / کلی مورد انتظار نمی باشد. بو و مشکلات پساب در این روش مانند تکنولوژی اسید کلی جدی نمی باشند. استفاده از مبرد بارومتریک در ستون خلا می تواند مقادیر زیادی پساب آلوده تولید کند. مبردهای سطحی خنک کننده با آب یا هوا نسبت به مبردهای بارومتریک ارجح هستند اما گرانتر می باشند و هزینه اضافی انها معمولا بوسیله کاهش در هزینه تصفیه پساب متعادل می شود.
۱۱-تکنولوژی هیدروژناسیون۷۱ BERC/NIPER: (“R&D’’/OD)
۱۱-۱- توصیف فرآیند
تکنولوژی مرکز پژوهش های Bartlesvill (BERC)، که امروزه انستیتوی ملی تحقیقات انرژی و نفت (NIPER) نامیده می شود، بوسیله دانشمندان دپارتمان انرژی آمریکا توسعه یافته است. این تکنولوژی مشابه KTI می باشد که مرحله تصفیه حلال اضافه شده است. مراحل اساسی آن شامل ۱- تقطیر اتمسفر ۲- تقطیر خلا ۳- پیش تصفیه حلال ۴- بازیافت حلال ۵- تقطیر جز به جز ۶- هیدرو فینیشینگ یا تصفیه کلی می باشد. خوراک ورودی ابتدا در فشار اتمسفر آبگیری شده و هیدروکربن های سبک در ستون خلا استریپ می شوند. بعد از تقطیر، محصول بوسیله حلال با نسبت حلال به روغن ۱ به ۳ استخراج می شود که حلال مخلوطی از بوتیل الکل، ایزوپروپیل الکل، متیل اتیل کتون با نسبت ۱:۲:۱ می باشد. استخراج حلال عوامل کک و گرفتگی را حذف می کند.
مخلوط روغن سوخته و حلال اجازه داده می شود تا ته نشین گردد و لجن شامل افزودنی ها، فلزات سنگین و دیگر آلودگی ها از ته تانک ته نشینی خارج شده یا سانتریفیوژ می شود تا روغن و حلال بازیافت شوند. حلال برای مصرف دوباره بازیافت می شود. روغن استخراج شده در ستون تقطیر خلا فرکشن هایش جدا شده و بوسیله هیدروژناسیون یا تصفیه کلی فرکشن های روغن پایه، بوی انها بهبود یافته و بی رنگ می شوند.
۱۲-تکنولوژی هیدروژناسیون کمپانی نفت فیلیپس۷۲ PROP:
۱۲-۱- توصیف فرآیند
تکنولوژی پروپ که بوسیله کمپانی نفتی فیلیپس توسعه یافته است، ترکیبی از فلززدایی شیمیایی و هیدروژناسیون برای حذف آلودگی ها از روغن سوخته است. فرآیند با اختلاط محلول آبی فسفات دی آمونیوم با روغن سوخته گرم شده برای کاهش محتوای فلزی روغن آغاز می شود. واکنش های شیمیایی منجر به تشکیل فسفات های فلزی می شوند که در نتیجه با فیلتر جدا می شوند. سپس با فلاشینگ روغن باقیمانده، مواد سبک و گازوییل و آب جدا می شوند. بعد روغن با هیدروژن مخلوط می شود و با بستری از کلی صاف می شود و از روی بستر کاتالیست نیکل/مولیبدن در راکتور هیدروژناسیون عبور داده می شود. در مرحله جذب آثار باقیمانده ترکیباتی که ممکن است کاتالیست را مسموم کند حذف می شود. در طول فرآیند هیدروژناسیون ترکیبات دارای سولفور، اکسیژن، کلر و نیتروزن حذف شده و رنگ روغن بهبود می یابد.
محصول جانبی جامد عمده مواد فسفات خنثی هستند که بالقوه مشکل دفع ندارند، برای مثال این محصول جانبی می تواند به صورت ایمن دفن شود. جریان محصولات جانبی مایع مربوط به مواد سبک و بنزین سنگین می توانند به عنوان سوخت استفاده شوند. با این حال کاتالیست مصرف شده به عنوان پسماند خطرناک تصفیه می شود. شکل ۹a جریان فرآیند فلززدایی را نشان می دهد و شکل ۹b جریان فرآیند هیدروتریتینگ در تکنولوژی PROP را نشان می دهد.
شکل ۹a فرآیند PROP (هیدروتریتینگ)
شکل ۹b فلززدایی فرآیند PROP
۱۳-فرآیند Entra: (“C’’)
۱۳-۱- توصیف فرآیند
کمپانی انترا، فرآیندی جدید و اختصاصی تصفیه دوم روغن سوخته را توسعه داده است که تا حدودی مشابه روش تقطیر/ تصفیه کلی بالایی می باشد و بر پایه تقطیر و کلی پولیشینگ بنا نهاده شده است، با این حال تفاوت اساسی آن این است که تقطیر در یک راکتور خلای لوله ای خطی خاص اتفاق می افتد که دارای یک لوله می باشد که جریان روغن سوخته با افزایش سریع دما به بخار تبدیل می شود و فراکشن های مختلف کندانس می شوند. فرآیند تبخیر به همراه واکنش های شیمیایی به کرآکینگ ملکول های حاوی هترواتم منجر می شود، چگونگی عبور از مناطق مشخص رآکتور لوله ای با سرعت نسبتا بالا کنترل می شود؛ زمان ماندگاری در این شرایط در حد میلی ثانیه بوده و تغییرات دمایی در حد ۲/۰ درجه سانتیگراد از حد مطلوب، کنترل می شود.
تقریبا تمام ناخالصی ها در باقیمانده می ماند که می تواند به گرانول تبدیل شود که تمام ناخالصی های جامد روغن سوخته، دوده و فلزات را شامل می شود. سولفور و کلر به نمک تبدیل می شوند. کلرزدایی کامل روغن کارکرده شامل حذف تمامی PCBs می باشد که بوسیله تصفیه با فلز سدیم به دست می آید (معمولا ۴/۰ درصد سدیم) که تمام کلر به سدیم کلرید تبدیل می شود. به منظور بهبود رنگ روغن بازیابی شده ۱-۳ درصد خاک فولر استفاده می شود.
کارخانه پایلوت بر اساس این روش از سپتامبر ۱۹۸۸ با ظرفیت ۴۰۰ کیلوگرم در ساعت کار می کند. برای روغن سوخته آبگیری شده، راندمان روغن پایه تصفیه دوم بسته به محتوای آلودگی بالای ۹۰ درصد است. یک کارخانه دیگر ۳۰۰۰۰ تن در سال با این تکنولوژی هم برای تولید و هم برای تحقیق در آلمان وجود دارد.
۱۴-فرآیند۷۳ ORYX: تقطیر در خلا: (“R&D’’ “C’’)
۱۴-۱- توصیف فرآیند
اساسا این روش فرآیند تقطیر خلا می باشد که برای تصفیه روغن کارکرده یا روغن سوخته به کار می رود. این روش درجات مختلفی از محصولات با ارزش را بازیابی می کند و بخش باقیمانده را بدون افزودن هر نوع ماده شیمیایی، منعقد کننده یا اسید به ماده خام جدا می کند. این بدین معناست که پسماند تشکیل شده حداقل خواهد بود و کیفیت آن در سطح قابل قبول خواهد بود که می تواند بدون صدمه زدن به محیط زیست به عنوان محصول جانبی دفع شود.
روغن از مخازن ذخیره به واحد فرآیند پمپ می شود. فرآیند کارخانه ۴ ستون تقطیر دارد، که سه تای اول آن به صورت سری کار می کنند. هر ستون تقطیر که شامل ریبویلر/ هیتر، کولر و مبرد به اضافه سیستم خلا، پمپ سیرکوله می باشد، مدول نامیده می شود. تمام سیستم بسته می باشد و هیچ گازی از این ستون ها وقتی که تحت خلا کار می کنند نشت نمی کند. این واحد ظرفیت تصفیه دوم روغن سوخته را دارد. شرایط فرآیند بسته به نوع روغن سوخته تنظیم می شود. برای تصفیه دوم روغن موتور کارکرده استفاده از فرآیند تقطیر خلا به همراه تصفیه کلی دارای پارامترهای مناسب می باشد و توصیف فرآیند به صورت زیر است:
مدول اول: مدول اول تحت شرایط ۶۰۰ میلی متر جیوه خلا و دمای تحتانی ستون ۱۸۰ درجه سانتیگراد و دمای فوقانی ستون ۴۰ درجه سانتیگراد کار می کند. محصولاتی که از این ستون خارج می شوند مخلوطی از آب و گازوییل می باشند.
مدول دوم: عملکرد مدول دوم فرکشن های روغن پایه را از خوراک جدا می کند. این مدول تحت شرایط خلای بالای ۷۰۰ میلی متر جیوه و دمای تحتانی ستون حدود ۲۸۰ درجه سانتیگراد کار می کند.
مدول سوم: عملکرد این مدول آخرین بقایای روغن پایه را از روغن کارکرده حذف می کند و مواد تحتانی مخلوطی از برایت استوک، کربن و سایر مواد سنگین تر موجود در روغن کارکرده است. این ستون در حداکثر خلا (۷۵۷ میلی متر جیوه) که بوسیله سیستمی شامل بوسترها و پمپ های خلا ایجاد می شود کار می کند، بخار که مخلوطی از هوا و مقدار ناچیزی هیدروکربن است از طریق یک مبرد به هیتر / سوزاننده برای نابودسازی می رود.
محصولات به دست امده از این ستون روغن های پایه هستند و باقیمانده می تواند به عنوان پرکننده اسفالت به کار رود. روغن های پایه خام از مدول های دوم و سوم به مخازن جداگانه می روند. این محصولات خام به کارخانه برگردانده می شوند تا تصفیه بیشتر در مدول چهارم بوسیله کلی فعال شده صورت گیرد.
مدول چهارم: روغن پایه های خام تولید شده در مدول های دوم و سوم محصولات حد واسط هستند که به تصفیه بیشتر با کلی آلومینای فعال شده نیاز دارند. هدف از تصفیه کلی بهبود رنگ روغن پایه و تولید یک محصول پایانی طلایی است. روغن با کلی در یک همزن مخلوط می شوند. میزان کلی مصرفی از ۲ تا ۵ درصد بسته به کیفیت روغن پایه خام و کلی متغیر می باشد. این مخلوط تحت خلا حرارت داده می شود. سپس روغن-کلی سرد شده و به فیلتراسیون می رود. این کلی در یک گودال بتن ذخیره می شود. روغن فیلتر شده بوسیله فیلتر پرس محصول با ارزشی است که پایه-استوک روانکار نامیده می شود. این پایه-استوک با ویسکوزیته های مختلف با افزودنی های روانکار مخلوط شده و سطوح کیفی مختلف روغن های روانکار را تولید می کند که در بشکه های استیل یا بسته های کوچک دیگر بسته بندی شده و به عنوان روغن روانکار فروخته می شوند.
۱۴-۲- پسماند ها
پسماند های این کارخانه عبارتند از: پساب، گازها و کلی مصرف شده. کلی مصرف شده از فیلتر پرس به دست آمده و در یک گودال بتونی انبار می شود. کلی مصرف شده حدود ۴۰ درصد روغن دارد و می تواند در بویلر سوزانده شود، همچنین می تواند به شکل مایع به عنوان محافظ کاتدی در پروژه های نفت و گاز استفاده شود و یا به شکل فرش که یک منبع دیگر تجاری است.
۱۴-۳- مزایای این تکنولوژی
- بازده بالای محصولات
- مطابقت با استانداردهای محیط زیست
۱۵-فرآیند۷۴ CEP: (“C’’)
۱۵-۱- توصیف فرآیند
اولین گام در این فرآیند انتخاب و آنالیز خوراک می باشد، از ملاحظات این فرآیند نیاز به ارزیابی خوراک می باشد تا اطمینان حاصل شود برای تصفیه دوم مناسب است.
مرحله دوم این فرآیند تصفیه شیمیایی است که میزان گرفتگی تجهیزات فرآیند را کاهش می دهد. پردازش روغن کارکرده مشکل است. از آنجاییکه وجود افزودنی ها و آلودگی ها به کاربردن تکنیک های فرآیند نفتی مناسب، بدون افزایش پر شدگی و کک گرفتگی در شیرها و مبدل های حرارتی فرآیند را بسیار مشکل می کند تبخیرکننده وایپ فیلم ساخته شده است.
مرحله سوم در این فرآیند حذف آب و هیدروکربن های سبک مانند سوخت می باشد. در برخی موارد می توان محصولات جانبی هیدروکربن های سبک را به عنوان سوخت کارخانه به کار برد.
مرحله چهارم در این فرآیند حذف سموم کاتالیستی قبل از مرحله هیدروتریتینگ است. تکنولوژی مناسب به کار می رود تا سموم کاتالیست حذف شده و عمر کاتالیست زیاد شود.
مرحله پنجم این فرآیند جداسازی روغن پایه از افزودنی ها و مواد هیدروکربنی با نقطه جوش بالا می باشد. تبخیرکننده وایپ فیلم که تحت خلا کار می کند برای این جداسازی به کار می رود. خلا اجازه می دهد که جداسازی در دمای زیر دمای کرآکینگ روغن صورت گیرد. دماهای پایین و زمان ماند کوتاه در تبخیرکننده وایپ فیلم، کک گرفتگی را که در انواع دیگر تجهیزات تقطیر اتفاق می افتد به حداقل می رساند.
مرحله ششم هیدروتریتینگ است. سه رآکتور هیدروتریتینگ به صورت سری برای کاهش سولفور و افزایش ترکیبات اشباع برای تولید روغن پایه با ویژگیهای روغن پایه API گروه دو می باشد. شکل ۱۰ دیاگرام جریان فرآیند را نشان می دهد.
مرحله نهایی تقطیر خلا برای جدا کردن روغن پایه هیدروتریت شده به برش هایی با ویسکوزیته های متفاوت در جداساز فرکشن می باشد.
شکل ۱۰- دیاگرام جریان فرآیند۷۵ CEP
فرآیند تقطیر خلا که برای برخی تکنولوژی های تصفیه دوم / بازیافت استفاده می شود بر پایه تقطیر خلای مناسب ( پلیت / پک ) و تصفیه کلی و فیلتراسیون می باشد. پسماندهایی که در این روشها تولید می شوند مشابه هستند مانند باقیمانده تقطیر و کلی مصرف شده که به دفع مناسب نیاز دارند.
برخی از تکنولوژی های تصفیه دوم دیگر که در دنیا با تقطیر خلا کار می کنند یکی از تکنولوژی های فرآیندهای Revac, STP-Sotulub, Probex, Tiqson با ظرفیت های بین ۱۶ هزار تا بالای ۱۲۰ هزار تن در سال می باشند.
۱۶- فرآیند۷۶ Vaxon: (“C’’)
۱۶-۱- توصیف فرآیند
فرآیند Vaxon در آلمان، دانمارک، اسپانیا و عربستان سعودی برای بازیافت روغن پایه از روغن روانکار کارکرده استفاده می شود. این فرآیند شامل واحد های تصفیه شیمیایی، تقطیر خلا و تصفیه حلال می باشد. مزیت این فرآیند واحد خاص تقطیر در خلای آن می باشد (تبخیر کننده فلاش گردشی خلا) که کراکینگ روغن بسیار کاهش می یابد.
در اولین قسمت این فرایند تصفیه شیمیایی بوسیله هیدروکسیدهای بازی (هیدروکسید سدیم و پتاسیم) انجام می شود که کلریدها، فلزات، ادتیوها و ترکیبات اسیدی را حذف می کند. آلکوکسیدها بر روی سطح کاتالیست بوسیله هیدروکسیدهای بازی نا محلول تشکیل می شوند که الکوکسیدها در روغن محلول می باشند. این ناخالصی ها می توانند به ملکول های آسفالتین بوسیله این واکنشگرها وصل شده و بنابراین ناخالصی ها می توانند به راحتی از روغن جدا شوند. شکل ۱۱ دیاگرام جریان فرآیند Vaxon (فرآیند CATOR) را نشان می دهد.
بعد از تصفیه شیمیایی، خوراک به محصولات سبک، کاتالیست، روغن پایه و باقیمانده جدا می شود. روغن سوخته بوسیله ستون گردشی به دو قسمت تقطیر می شود. بخاطر تشکیل جریان نازک تین فیلم هیدروکربنهای سبک به سرعت و به آسانی تقطیر می شوند. هیدروکربنهای آروماتیکی پلی سیکلی بوسیله پالایش حلال با حلال های قطبی مثل دی متیل فرمامید، N- متیل ۲-پیرولیدین و غیره جدا می شوند. این اتفاق در استخراج کننده های چند مرحله ای صورت می گیرد، سپس حلال از هر دو فاز بازیافت می شود. رافینیت شامل روغن پایه با گستره وسیع جوش است که بوسیله تقطیر خلا به روغن پایه های با درجه ویسکوزیته متفاوت جدا می شود. هیدروکربنهای آروماتیک چند حلقه ای که در اکسترانت جمع شده اند برای تولید انرژی حرارتی یا به عنوان اجزای بلندینگ بتیومن استفاده می شوند.
یک کارخانه شناخته شده در حال حاضر وجود دارد که از این روش استفاده می کند و آن CATOR در کاتالونیای اسپانیا می باشد.
شکل ۱۱- دیاگرام جریان فرآیند Vaxon (فرآیند CATOR)
۱۷-تکنولوژی۷۷ Meinken: (“OD’’)
۱۷-۱- توصیف فرآیند
تکنولوژی Meinken براساس تصفیه اسید/کلی بوده و به دلایل اقتصادی و بخاطر مشکلاتی که تصفیه اسید و خاک کلی ایجاد می کنند دیگر استفاده نمی شود. همچنین مشکلات دفع و خوردگی داخلی نیز در این روش وجود دارد.
برخی پالایشگاه ها وجود دارند که با تکنولوژی Meinken اصلاح شده، در حال حاضر کار می کنند. با استفاده از تکنیک های تقطیر تماسی و تین فیلم توانسته اند مقدار اسید سولفوریک را به ۳ درصد و کلی/ خاک را به ۵/۳ درصد کاهش بدهند. برخی از آنها هیدروژناسیون هم انجام می دهند.
امتیازات اصلی این روش سرمایه گذاری کم و هزینه های نگهداری پایین، توانایی تصفیه روغن های کارکرده با کیفیت پایین و انعطاف پذیری و آسان بودن اداره خود فرآیند می باشد.
۱۸-تکنولوژی تقطیر خلای اتمی: (“R&D’’)
۱۸-۱- توصیف فرآیند
این تکنولوژی بر پایه تقطیر خلای Shorthpath/ تصفیه کلی می باشد و توسط شرکت Atomic Vaccum در بمبئی هندوستان به ثبت رسیده است.
پیش تصفیه روغن سوخته / کارکرده برای حذف لجن کربن با استفاده از لخته سازی بوسیله دو پلیمر طبیعی و جداسازی با سانتریفیوژ و فیلتراسیون صورت می گیرد. روغن پیش تصفیه شده به یک تبخیر کننده تین فیلم با دما و خلای متوسط می رود تا گازوییل، آب امولسیونه و هیدروکربن های سبک جدا شوند.
بعد از این مرحله فرکشن روغن سبک تر بوسیله تقطیر مولکولی (تقطیر Shorthpath با خلای شدید) جدا می شود. باقیمانده این فرآیند، روغن تقطیر شده خلای شدید تحت دمای بالای ۳۵۰ درجه سانتیگراد و فشار ۱۳/۰ پاسکال می باشد.
روغن تقطیر شده، با خاک فولر / کلی برای حذف فلزات تصفیه می شود و روغن پایه با ویسکوزیته مورد نیاز را تولید می کند و سپس با افزودنی ها مخلوط می شود.
مواد تحتانی تقطیر خلای شدید و باقیمانده فیلتر برای تولید آسفالت نرم و غیره به کار می روند. کلی مصرفی ادعا می شود که ۳ تا ۴ بار بوسیله استخراج حلال و فرآیند فعال سازی دمای بالا قابل بازیافت و مصرف می باشد.
۱۹-تکنولوژی۷۹ BLOWDEC: (“R&D’’)
۱۹-۱- توصیف فرآیند
فرآیند BLOWDEC یک تکنولوژی جدید توسعه یافته بر اساس ثبت اختراع اسلوواک شماره ۲۷۹۳۹۷ می باشد. هدف اصلی آن جداسازی مایعات و جامدات از ماده اصلی و مایع کردن پلیمرهای هیدروکربنی بوسیله تخریب مکانیکی و حرارتی نیروهای پیوندی، به همراه کرآکینگ همزمان هیدروکرین های سنگین تر و جلوگیری از کک گرفتگی می باشد. این تکنولوژی برای بازیافت مواد پسماند حاوی ترکیبات آلی بالا، مانند روغن های معدنی پسماند (روغن سوخته)، لجن روغنی، پلاستیک های مخلوط پسماند تایید شده است.
قسمت اصلی آن پردازش مواد آلی پسماند در یک بستر داغ چرخان از ذرات جامد برای مثال شن داغ است، که در تجهیزات ویژه- رآکتور BLOWDEC- قرار دارد. این فرآیند همچنین برای تصفیه انواع مختلف پسماند حاوی مواد آلی مانند لجن پالایشگاه، خاک آلوده به روغن و مواد مشابه آلوده به هیدروکربن ها مناسب می باشد. در طول فرآیند BLOWDEC فعالیت های شیمیایی و فیزیکی هر دو انجام می شوند که در نتیجه ۱۰۰ درصد جداسازی (بازیافت) هیدروکربن ها از جریان پسماند صورت می گیرد.
۲۰-فرآیند۸۰ Dunwell: (“R&D’’, “C’’)
۲۰-۱- توصیف فرآیند
فرآیند تصفیه دوم روغن کارکرده که توسط کمپانی دانول توسعه یافته در ابتدا بوسیله کمپانی Lubrico در سال ۱۹۹۰ ساخته شد. فرآیند مشابه ای توسط کمپانی Estate در هنگ کنگ در سال ۱۹۹۲ ساخته شد. هر دوی این فرآیندها ۵۰ تن در روز ظرفیت دارند. در مرحله اول ناخالصی های جامد از خوراک با سانتریفیوژ یا فیلتراسیون یا ته نشینی یا ترکیبی از این فرآیندها جدا می شوند، سپس آبگیری می شود.آبگیری در فشار اتمسفر و دمای ۱۵۰ درجه انجام می شود. در مرحله دوم هیدروکربن های سبک با حرارت در دمای ۲۳۰ درجه سانتیگراد جدا می شوند. روغن باقیمانده با تقطیر خلا تصفیه می شود.
۲۱-فرآیند تصفیه اینترلاین: (“R&D’’, “C’’)
شکل ۱۱ دیاگرام جریان ساده شده اینترلاین را نشان می دهد. خوراک روغن کارکرده با پروپان مخلوط شده و این مخلوط به یک استخراج کننده حلال خاص، که یک سیستم اختصاصی است می رود. اغلب افزودنی ها، آب و دیگر مواد نامحلول از مخلوط پروپان/روغن پایه جدا می شوند. جامدات و آب در ته آن ته نشین می شوند و به جدا کننده آب/باقیمانده داخل می شوند که در آنجا آب از ماده قیر مانند جدا می شود، این ماده قیر مانند به مخزن بلندینگ آسفالت می رود. در این مخزن ماده قیر مانند با باقیمانده تقطیر خلا مخلوط می شود تا محصول بهبود دهنده/پرکننده آسفالت تولید شود. مخلوط روغن-حلال به یک سیستم جداسازی روغن/حلال پمپ می شود. پروپان در یک فشار به اندازه کافی بالا که اجازه می دهد پروپان در دمای کولینگ واتر میعان شود، تبخیر می شود. پروپان بازیافت شده دوباره به استخراج کننده حلال باز می گردد تا دوباره به همراه روغن کارکرده ورودی استفاده شود. روغن بدون پروپان به استریپر هیدروکربن های سبک می رود جاییکه آخرین باقیمانده پروپان و هیدروکربن های با نقطه جوش پایین (بنزین) حذف می شوند. روغن با فلاش تنظیم شده مستقیم به یک ستون تقطیر خلای سنتی می رود. محصول روغن تقطیر شده یک روغن پایه با کیفیت بالاست که بعد از مرحله کلی پولیشینگ می تواند بلندینگ شده و به عنوان روغن روانکار با کیفیت روغن ویرجین به فروش برسد.
فرآیند استخراج اغلب افزودنی ها را حذف می کند. استخراج پروپان روغن کارکرده نسبت به روش های سنتی دیگری که مرحله هیدروتریتینگ ندارند، مزیت های اقتصادی/فنی برجسته زیادی دارد؛ مهمترین آنها اجازه تصفیه دوم اقتصادی در حجم هایی بسیار کمتر از دیگر تکنولوژی های تصفیه غیر اسیدی موجود می باشد. تکنولوژی اینترلاین نیاز به تقطیر وایپ فیلم را حذف می کند، چون فاز استخراج اغلب ناخالصی های روغن کارکرده را که می تواند سبب مشکل در ستون های سنتی تقطیر شوند را حذف می کند. این فرآیند نیاز به مرحله هیدروفینیشینگ را حذف می کند، اما نمی تواند روغن سوخته آلوده به PCBs را پشتیبانی کند.
شکل ۱۲ نمای کلی فرآیند اینترلاین
ic Vaccum در بمبئی هندوستان به ثبت رسیده است.
پیش تصفیه روغن سوخته / کارکرده برای حذف لجن کربن با استفاده از لخته سازی بوسیله دو پلیمر طبیعی و جداسازی با سانتریفیوژ و فیلتراسیون صورت می گیرد. روغن پیش تصفیه شده به یک تبخیر کننده تین فیلم با دما و خلای متوسط می رود تا گازوییل، آب امولسیونه و هیدروکربن های سبک جدا شوند.
بعد از این مرحله فرکشن روغن سبک تر بوسیله تقطیر مولکولی (تقطیر Shorthpath با خلای شدید) جدا می شود. باقیمانده این فرآیند، روغن تقطیر شده خلای شدید تحت دمای بالای ۳۵۰ درجه سانتیگراد و فشار ۱۳/۰ پاسکال می باشد.
روغن تقطیر شده، با خاک فولر / کلی برای حذف فلزات تصفیه می شود و روغن پایه با ویسکوزیته مورد نیاز را تولید می کند و سپس با افزودنی ها مخلوط می شود.
مواد تحتانی تقطیر خلای شدید و باقیمانده فیلتر برای تولید آسفالت نرم و غیره به کار می روند. کلی مصرفی ادعا می شود که ۳ تا ۴ بار بوسیله استخراج حلال و فرآیند فعال سازی دمای بالا قابل بازیافت و مصرف می باشد.
۱۹-تکنولوژی۷۹ BLOWDEC: (“R&D’’)
۱۹-۱- توصیف فرآیند
فرآیند BLOWDEC یک تکنولوژی جدید توسعه یافته بر اساس ثبت اختراع اسلوواک شماره ۲۷۹۳۹۷ می باشد. هدف اصلی آن جداسازی مایعات و جامدات از ماده اصلی و مایع کردن پلیمرهای هیدروکربنی بوسیله تخریب مکانیکی و حرارتی نیروهای پیوندی، به همراه کرآکینگ همزمان هیدروکرین های سنگین تر و جلوگیری از کک گرفتگی می باشد. این تکنولوژی برای بازیافت مواد پسماند حاوی ترکیبات آلی بالا، مانند روغن های معدنی پسماند (روغن سوخته)، لجن روغنی، پلاستیک های مخلوط پسماند تایید شده است.
قسمت اصلی آن پردازش مواد آلی پسماند در یک بستر داغ چرخان از ذرات جامد برای مثال شن داغ است، که در تجهیزات ویژه- رآکتور BLOWDEC- قرار دارد. این فرآیند همچنین برای تصفیه انواع مختلف پسماند حاوی مواد آلی مانند لجن پالایشگاه، خاک آلوده به روغن و مواد مشابه آلوده به هیدروکربن ها مناسب می باشد. در طول فرآیند BLOWDEC فعالیت های شیمیایی و فیزیکی هر دو انجام می شوند که در نتیجه ۱۰۰ درصد جداسازی (بازیافت) هیدروکربن ها از جریان پسماند صورت می گیرد.
۲۰-فرآیند۸۰ Dunwell: (“R&D’’, “C’’)
۲۰-۱- توصیف فرآیند
فرآیند تصفیه دوم روغن کارکرده که توسط کمپانی دانول توسعه یافته در ابتدا بوسیله کمپانی Lubrico در سال ۱۹۹۰ ساخته شد. فرآیند مشابه ای توسط کمپانی Estate در هنگ کنگ در سال ۱۹۹۲ ساخته شد. هر دوی این فرآیندها ۵۰ تن در روز ظرفیت دارند. در مرحله اول ناخالصی های جامد از خوراک با سانتریفیوژ یا فیلتراسیون یا ته نشینی یا ترکیبی از این فرآیندها جدا می شوند، سپس آبگیری می شود.آبگیری در فشار اتمسفر و دمای ۱۵۰ درجه انجام می شود. در مرحله دوم هیدروکربن های سبک با حرارت در دمای ۲۳۰ درجه سانتیگراد جدا می شوند. روغن باقیمانده با تقطیر خلا تصفیه می شود.
۲۱-فرآیند تصفیه اینترلاین: (“R&D’’, “C’’)
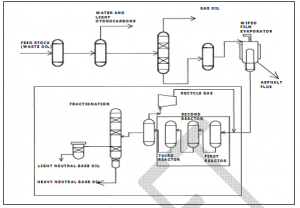
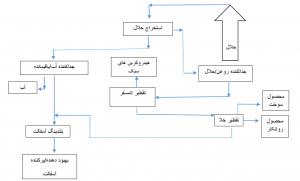
شکل ۱۱ دیاگرام جریان ساده شده اینترلاین را نشان می دهد. خوراک روغن کارکرده با پروپان مخلوط شده و این مخلوط به یک استخراج کننده حلال خاص، که یک سیستم اختصاصی است می رود. اغلب افزودنی ها، آب و دیگر مواد نامحلول از مخلوط پروپان/روغن پایه جدا می شوند. جامدات و آب در ته آن ته نشین می شوند و به جدا کننده آب/باقیمانده داخل می شوند که در آنجا آب از ماده قیر مانند جدا می شود، این ماده قیر مانند به مخزن بلندینگ آسفالت می رود. در این مخزن ماده قیر مانند با باقیمانده تقطیر خلا مخلوط می شود تا محصول بهبود دهنده/پرکننده آسفالت تولید شود. مخلوط روغن-حلال به یک سیستم جداسازی روغن/حلال پمپ می شود. پروپان در یک فشار به اندازه کافی بالا که اجازه می دهد پروپان در دمای کولینگ واتر میعان شود، تبخیر می شود. پروپان بازیافت شده دوباره به استخراج کننده حلال باز می گردد تا دوباره به همراه روغن کارکرده ورودی استفاده شود. روغن بدون پروپان به استریپر هیدروکربن های سبک می رود جاییکه آخرین باقیمانده پروپان و هیدروکربن های با نقطه جوش پایین (بنزین) حذف می شوند. روغن با فلاش تنظیم شده مستقیم به یک ستون تقطیر خلای سنتی می رود. محصول روغن تقطیر شده یک روغن پایه با کیفیت بالاست که بعد از مرحله کلی پولیشینگ می تواند بلندینگ شده و به عنوان روغن روانکار با کیفیت روغن ویرجین به فروش برسد.
فرآیند استخراج اغلب افزودنی ها را حذف می کند. استخراج پروپان روغن کارکرده نسبت به روش های سنتی دیگری که مرحله هیدروتریتینگ ندارند، مزیت های اقتصادی/فنی برجسته زیادی دارد؛ مهمترین آنها اجازه تصفیه دوم اقتصادی در حجم هایی بسیار کمتر از دیگر تکنولوژی های تصفیه غیر اسیدی موجود می باشد. تکنولوژی اینترلاین نیاز به تقطیر وایپ فیلم را حذف می کند، چون فاز استخراج اغلب ناخالصی های روغن کارکرده را که می تواند سبب مشکل در ستون های سنتی تقطیر شوند را حذف می کند. این فرآیند نیاز به مرحله هیدروفینیشینگ را حذف می کند، اما نمی تواند روغن سوخته آلوده به PCBs را پشتیبانی کند.
شکل ۱۲ نمای کلی فرآیند اینترلاین
